Jak ohýbat trubku bez ohýbačky trubek vlastníma rukama

V každodenním životě je často nutné používat zakřivené části potrubí. V tomto článku vám řekneme, jak dát požadovaný tvar válcovanému výrobku vlastními rukama, bez použití ohýbačky trubek.
Samozřejmě se nedoporučuje používat k deformaci válcované trubky kladivo nebo kovadlinu. Takové ohýbání vám neumožní dosáhnout správné kvality výrobku, ale pouze zvýší deformaci uvnitř. Takto ohnuté prvky umožní dopravu kapaliny, ale s vysokou hydraulickou odolností, což povede k brzké destrukci výztuže.
Nejoblíbenější způsoby ohýbání trubky bez ohýbačky trubek
Existuje mnoho možností, kterými můžete bezpečně a efektivně ohýbat válcovaný kov, kovoplast nebo polypropylen jak s kruhovým průřezem, tak s profilem. Níže se podíváme na ty hlavní.
Takové metody nevyžadují velké úsilí a provádějí se pomocí improvizovaných prostředků. Při výběru metody je důležité věnovat pozornost materiálu výrobků, jejich průměru a požadované úrovni ohybu. Silnostěnné prvky lze použít pouze s ohýbačkou trubek, nepokoušejte se je ohýbat sami.
Metoda ohýbání za tepla
Kovové trubky vyžadují teplo, aby byly tvarovány do požadovaného tvaru. To je však přípustné pouze pro kovové výrobky s průřezem větším než 10 cm.K ohřevu je vhodný vysoušeč vlasů, páječka nebo plynový hořák. Je důležité nedovolit, aby se kov přehříval, jinak se začne tavit.
- Nejprve naplňte vnitřek výztuže pískem a zajistěte ji do svěráku.
- Zahřejte oblast, kde plánujete provést ohyb, na 1500 stupňů. Ujistěte se, že používáte tepelně odolné rukavice, protože celý povrch válcovaného kovu se také zahřeje.
- Přineste na toto místo list papíru. Pokud se vznítí, přestaňte zahřívat.
- Jakmile oblast ohybu zčervená, má se za to, že dosáhla stavu měřítka a může začít deformace.
- Je důležité si pamatovat, že silnější stěna by měla být vnější vůči ohybu.
- Po ochlazení válcovaného kovu zkontrolujte povrch, zda není promáčknutý a prasklý.
Deformace potrubí pískem
Dodání potrubí požadované geometrie pomocí písku se provádí podle stejného schématu jako u vytápění. Tato možnost je vhodná pro armatury potrubí velkého průměru nebo čtvercového průřezu, zejména pro vytvoření malého úhlu. Tato možnost však není vhodná pro pozinkované zboží, jinak dojde k poškození povlaku.
Deformace se provádí pomocí stejného algoritmu, jak je uvedeno výše. Je však nutná následující příprava: naplňte dutiny předem prosátým sušeným pískem, zhutněte jej a na konce nainstalujte zátky, poté díl zmrazte a poté postupujte podle doporučení pro zahřívání. Ohýbání se provádí poklepem paličkou. Nakonec odstraňte zátky a odstraňte písek.
Ohýbání pomocí brusky
Chcete-li výrobek ohýbat pomocí brusky, proveďte několik (obvykle asi 3) řezy napříč. Čím menší je poloměr, tím více řezů je potřeba. Poté lze díly profilové trubky snadno ohýbat a řezané body svařovat a brousit.
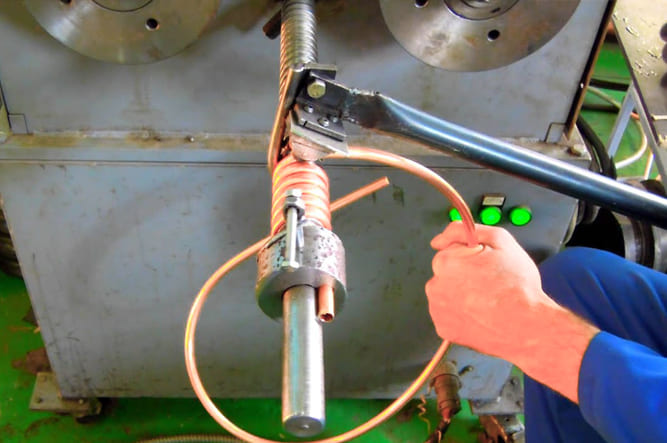
Ohněte trubku pomocí pružiny
K implementaci této metody budete potřebovat pružinu vyrobenou z drátu 2 mm. Je třeba jej ohnout podle tvaru profilu tak, aby se strana každého segmentu postupně zmenšovala a přitom se volně pohybovala uvnitř. Dále by měla být pružina vložena do kusu trubky a ohnuta do požadované geometrie. Úhel můžete upravit pomocí polotovaru. Předehřátí proces usnadní.
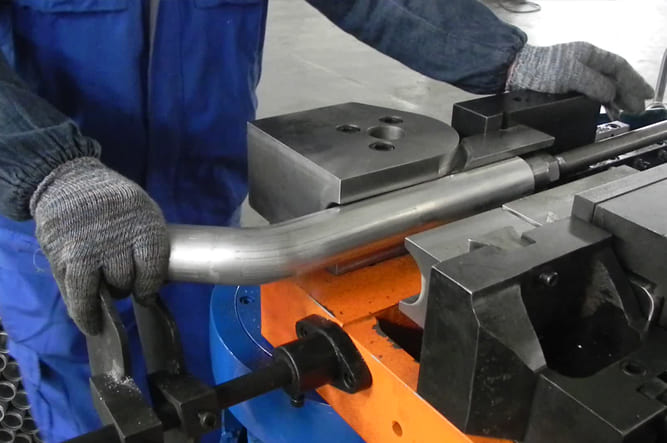
Valka
Metoda s použitím válců bez ohřevu je vhodná pro válcované výrobky o průměru do 10 mm. Aby výrobek získal požadovanou geometrii, musí být upevněn ve svěráku. Poté jej ohněte, spočívající na svěráku, a současně přitlačte část válečkem.
Aplikace šablon
Pokud je nutné ohýbat válcovaný výrobek ve více rovinách nebo pod různými úhly, je důležité použít k ověření šablony. Taková zařízení jsou vyrobena z drátu.
Ohýbání se provádí po etapách, kontrola podle šablony. Při zahřívání je důležité vzít v úvahu minimální povolenou velikost ohybu. Vypočítává se s přihlédnutím k průřezu potrubních armatur.
Jak ohýbat polypropylenovou trubku
Polypropylenové výrobky zřídka vyžadují změny geometrie, takže by se to mělo provádět doma pouze ve výjimečných případech.
Chcete-li ohýbat polypropylenovou trubku, musíte oblast zahřát na 150 stupňů. Dále byste měli ohýbat válcovaný výrobek ručně a používat tepelně odolné rukavice. Silnější stěna by měla být vnější. Metoda je vhodná pro obrobky s poloměrem rovným 8 průměrům součásti.
Jak ohýbat kov-plastové trubky
Hladké ohyby kovoplastových trubek umožňují jejich co nejefektivnější využití. Chcete-li zajistit hladký a rovnoměrný tvar, dodržujte tyto pokyny.
Nejjednodušší možností je ruční ohýbání. Tento proces by měl být proveden hladce a každé 2 cm by měl být ohyb vyrovnán v rozsahu 15-20 stupňů.
Druhá metoda zahrnuje použití drátu s malým průřezem. Při jeho použití je důležité vyplnit celý vnitřní prostor dutiny. To vám umožní získat co nejrovnoměrnější a nejhladší ohyby.
Je také přípustné použít vytápění pomocí vysoušeče vlasů. Provádí se podle standardního schématu.

Proč je důležité správně ohýbat trubky?
Je logické, že při nesprávném ohýbání obrobku skončíte s poškozeným dílem s vadami, které jej činí nevhodným k použití. Když má jakýkoli kus trubky požadovaný tvar, materiál se natahuje a ztenčuje. Při nesprávném provedení se stěny zvrásní a vytvoří se záhyby, které snižují pevnost.
Pro zajištění hladkého a správného ohýbání dodržujte všechna výše uvedená doporučení s ohledem na válcovaný materiál trubky. Pro provádění důležitých prací doporučujeme cvičit na hrubých polotovarech.
- Bezešvé trubky
- Trubky tvarované za tepla
- Trubky válcované za studena
- Elektrofúzní trubky
- Plynové výtahové potrubí
- Potrubí kotle
- Trubky s tlustou stěnou
- Trubky odolné proti chladu
- Olejové trubky
- Tepelně zpracované trubky
- GOST 8732-78
- GOST 8734-75
- TU 14-3r-51-2001
- TU 14-3R-50-2001
- TU 14-3r-55-2001
- TU 14-3-1128-2000
- TU 14-3r-1128-2007
- GOST 10706-76
- GOST 20295-85
- TU 14-3-190-2004