Jak zvolit správnou řeznou rychlost pro soustruh část 1 – Blog

V závislosti na druhu materiálu a prováděné operaci můžete nastavit optimální rychlost otáčení soustruhu.
Jaká je ale bezpečná rychlost pro soustružení obrobků na soustruhu? A jak rychlost soustruhu ovlivňuje proces obrábění?
U kusů dřeva větších než 6 palců (15 centimetrů) v průměru by otáčky soustruhu neměly překročit 1000 ot/min a u menších kusů by měly být o něco vyšší. Rychlost otáčení soustruhu nižší než 1000 ot/min je považována za bezpečnou a snižuje riziko nehod.
Tento článek podrobně popisuje rychlost otáčení soustruhu, pojednává o různých faktorech, které rychlost otáčení ovlivňují, a poskytuje návod pro nastavení optimální rychlosti.
Na konci článku jsou také rozebrány bezpečnostní otázky související s rychlostí soustruhu, které je třeba mít na paměti při používání soustruhu.
Rychlost dřevoobráběcího soustruhu: Jak nastavit optimální otáčky
Při práci na soustruhu na dřevo je důležité nastavit optimální rychlost, protože vysoká rychlost může vést k pohybu obrobku a nízká rychlost může vést ke špatné povrchové úpravě.
Posouvání obrobku tak vysokou rychlostí jej může vystřelit jako projektil a zranit obsluhu, proto je důležité udržovat otáčky v bezpečném limitu.
Obecným pravidlem pro určení optimálního rozsahu otáček pro soustruh na dřevo je vynásobit otáčky za minutu průměrem obrobku v palcích a výsledek by měl být v rozsahu 6000-9000.
To znamená, že vydělením 6000 průměrem obrobku získáte minimální efektivní otáčky za minutu a vydělením 9000 průměrem obrobku získáte maximální bezpečné otáčky za minutu.
Minimální efektivní otáčky = 6000 ÷ Průměr obrobku v palcích.
Maximální bezpečná rychlost = 9000 ÷ Průměr obrobku v palcích.
Na základě výše uvedených rovnic je v tabulce níže uveden optimální rozsah otáček pro různé velikosti obrobků.
| Průměr obrobku | Minimální efektivní otáčky | Maximální bezpečné otáčky |
| 1 palců (2.54 cm) | 6000 | 9000 |
| 2 palce (5.08 cm) | 3000 | 4500 |
| 3 palce (7.62 cm) | 2000 | 3000 |
| 4 palce (10.16 cm) | 1500 | 2250 |
| 5 palců (12.7 cm) | 1400 | 1800 |
| 6 palců (15.24 cm) | 1000 | 1500 |
| 7 palců (17.78 cm) | 857 | 1286 |
| 8 palců (20.32 cm) | 750 | 1125 |
| 9 palců (22.86 cm) | 667 | 1000 |
| 10 palců (25.4 cm) | 600 | 900 |
| 11 palců (27.94 cm) | 545 | 818 |
| 12 palců (30.48 cm) | 500 | 750 |
| 13 palců (33.02 cm) | 462 | 692 |
| 14 palců (35.56 cm) | 429 | 643 |
| 15 palců (38.1 cm) | 400 | 600 |
U obrobků s průměrem menším než 3″ (7,62 cm), jako jsou pera, však můžete použít vyšší rychlost otáčení asi 3500 ot./min., pokud zajistíte správné upnutí obrobku.
Při práci s degradujícím dřevem se doporučuje použít vlastní úsudek a nastavit otáčky pod normou doporučenou hodnotu.
Rychlost soustruhu na obrábění kovů: Jak nastavit optimální rychlost
Optimální řezná rychlost na soustruhu na kov závisí na faktorech, jako je tvrdost řezaného materiálu a typ použitého nástroje.
Při obrábění tvrdých kovů se doporučuje používat srovnatelně nižší řeznou rychlost než při obrábění měkčích kovů.
Stejně tak, pokud je použit řezný nástroj vyrobený z tvrdého materiálu, může pracovat při vyšších rychlostech bez zadření.
Při porovnávání manuálních soustruhů s CNC soustruhy poskytují CNC soustruhy schopnost udržovat konzistentní parametry prostřednictvím automatizace procesu a minimalizovat riziko poškození nástroje.
Optimální řeznou rychlost nebo rychlost opracování povrchu při soustružení kovu lze zpravidla zjistit z tabulek a grafů poskytnutých výrobcem nástroje.
| Materiál | Nástroj z rychlořezné oceli | Karbidové nástroje |
| Automatická uhlíková ocel | 40-160 fpm (12-49 m/min) | 300-800 fpm (91-244 m/min) |
| Uhlíkové oceli | 30-120 fpm (9-36 m/min) | 230-800 fpm (70-244 m/min) |
| Automatická legovaná ocel | 40-125 fpm (12-38 m/min) | 150-450 fpm (46-138 m/min) |
| Legované oceli | 40-110 fpm (12-33 m/min) | 175-400 fpm (53-122 m/min) |
Je třeba poznamenat, že hodnoty uvedené v tabulce výše jsou vodítkem pro optimální řezné rychlosti a skutečná hodnota se liší v závislosti na jakosti kovu.
Jaká je rychlost soustruhu?
Soustruhy pracují tak, že otáčí obrobek vysokou rychlostí, zatímco řezný nástroj prochází přes jeho povrch a provádí obráběcí operaci.
Proto rychlost otáčení obrobku určuje kvalitu řezu a dobu cyklu, takže rychlost soustruhu je důležitým parametrem pro soustružnické operace.
Téměř každý moderní soustruh je vybaven regulátorem otáček, kde se rychlost otáčení mění buď ručně, nebo pomocí elektrických signálů.
Manuální ovládání rychlosti zahrnuje přepínání hnacího řemene soustruhu pro změnu konfigurace rychlosti a točivého momentu, zatímco elektrický systém se skládá z knoflíku, který lze otáčet pro nastavení rychlosti.
Řízení rychlosti pásu se obvykle používá u soustruhů pro velké zatížení, jako jsou soustruhy na kov, protože snižuje otáčky za minutu a zároveň zvyšuje točivý moment, takže je ideální pro obrábění těžkých obrobků.
Na druhé straně elektrický regulátor otáček snižuje počet otáček, zpomaluje otáčky vřetena a snižuje výkon soustruhu. Díky tomu je vhodný pro malé stolní soustruhy.
Stejně tak vícevřetenové soustruhy se skládají z více vřeten, která se mohou otáčet různými rychlostmi, aby vyhovovala různým obráběcím operacím.
Obráběcí operace na soustruhu zahrnují dva typy rychlostí: otáčky za minutu a rychlost dokončování povrchu.
Otáčky vřetena
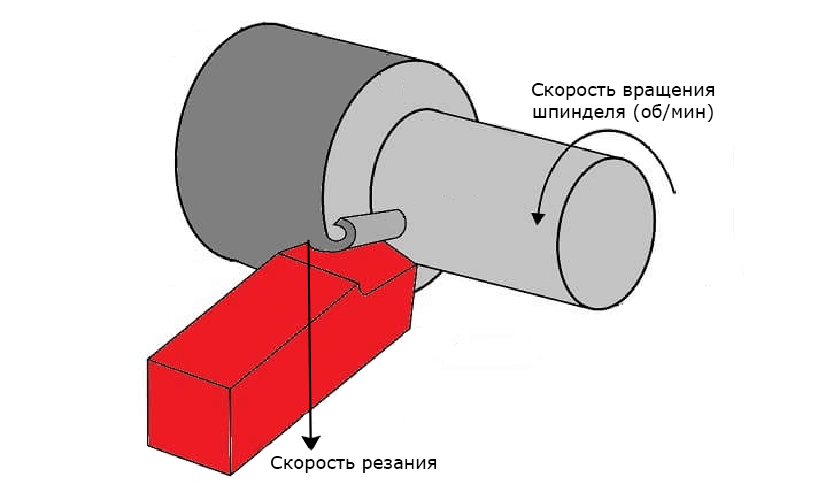
Rychlost vřetena je rychlost, kterou vřeteno soustruhu otáčí obrobek.
Určuje počet otáček, které obrobek vykoná za jednu minutu.
Obecně platí, že čím vyšší počet otáček, tím rychlejší je doba cyklu a hladší výsledný povrch.
Zvýšení rychlosti nad určitou mez však může vést ke zvýšeným vibracím a vibracím na obrobku a také ke zvýšenému riziku nehod.
Vysoká rychlost otáčení vytváří vysokou odstředivou sílu, která může způsobit, že obrobek vypadne z přídržného zařízení, jako je sklíčidlo, a zasáhne obsluhu.
Proto se doporučuje nastavit optimální rychlost, která zajišťuje vysoce kvalitní produkty s rychlými časy cyklů s minimálními vibracemi a minimálním rizikem nehod.
Rychlost pohybu povrchu

Rychlost povrchu obrobku je rychlost, kterou prochází povrch obrobku pod řezným nástrojem soustruhu.
Rychlost povrchu při obrábění závisí na počtu otáček a poloměru, na kterém je obrobek zpracováván.
Při opracování vnějšího povrchu dvou obrobků různých velikostí při stejném počtu otáček je obvodová rychlost většího obrobku vyšší než menšího.
Přestože oba obrobky potřebují k dokončení jedné otáčky stejně času, plocha procházející pod řezným nástrojem je v případě většího obrobku srovnatelně větší.
Podobně při obrábění obrobku, jako je miska, je povrchová rychlost na vnějším povrchu mnohem vyšší než povrchová rychlost ve středu misky.
Nemusí to být snadné, ale podívejme se na příklad, abychom to pochopili.
Uvažujme dvě kruhové závodní dráhy, A a B, kde závodní dráha A má poloměr 10 km a závodní dráha B má poloměr 5 km.
To znamená, že obvod nebo celková délka závodní dráhy A bude cca 63 km a závodní dráhy B cca 31 km.
Nyní si vezměte, že oba vozy musí dokončit jednu otáčku na svých příslušných drahách za 30 minut.
Výsledkem je, že k dokončení jedné otáčky na obou trasách za stejnou dobu musí auto na trase A jet rychleji (126 km/h) než auto na trase B (62 km/h), protože má větší vzdálenost. zakrýt.
Stejně tak povrch většího obrobku projde řezným nástrojem vyšší rychlostí, aby pokryl větší obvod obrobku za jednu otáčku.
Proto je důležité vzít v úvahu povrchovou rychlost a snížit posuv řezného nástroje, když se pohybuje radiálně dovnitř směrem ke středu obrobku.
Pokud se vám článek líbil, dejte like, sdílejte ho se svými přáteli a zanechte komentáře!
Populární soustruhy:


Ø zpracování, 360 mm. Vzdálenost mezi hroty, 750 mm. Výkon motoru, 5,5 kW. CNC systém, Siemens Typ vedení, posuvné. Hmotnost, 1650 kg.