Jak funguje ohýbačka plechu? Rychlý průvodce – ADH obráběcí stroj
Lisovací ohýbačka je ohýbací stroj používaný v kovoobráběcím průmyslu k ohýbání plechů do různých tvarů a úhlů. Jak funguje ohýbačka plechu?
Přesný proces ohýbání plechu se provádí působením síly na ohyb. Plech se vkládá mezi razník a matrici na ohýbačce plechu. Razník je horní součást a matrice je spodní součást.
Ohraňovací lis působí na kovový plech pomocí razidla a způsobuje jeho ohýbání nebo deformaci podle tvaru matrice. Když razník vtlačí plech do matrice, materiál se ohne.
Pohání razníky a matrice pomocí různých pohonů k ohýbání plechů a tvarování profilů. Materiály různých tlouštěk a ohybových délek vyžadují různé ohybové síly. Jednoduše řečeno, lisování ohraňovacím lisem je proces používaný k ohýbání a tvarování plechů.
Ohýbací síla, měřená v tonáži, je síla vyvíjená ohraňovacím lisem. Tonáž ohraňovacího lisu určuje limit zatížení ohraňovacího lisu. Pokud má ohraňovací lis větší tonáž, může ohnout silnější a delší plech. Různé typy ohraňovacích lisů produkují tonáž různými způsoby.
Hydraulická ohýbačka desek je vhodná pro ohýbání velkých tonáží a zdroje pohonu se obecně dělí na mechanické, hydraulické, elektrické a pneumatické.
Název ohraňovacího lisu je dán způsobem pohonu. Například pneumatický ohýbací stroj pohání plunžr pomocí tlaku vzduchu, zatímco servoelektrický ohýbací stroj pohání plunžr pomocí servomotoru. Servoelektrická ohýbačka plechů poskytuje velmi vysokou přesnost a rychlost.
<strong>II. Jak funguje ohraňovací lis?</strong>

<strong>Mechanický ohraňovací lis</strong>
Mechanický ohraňovací lis pohání setrvačník prostřednictvím motoru. Obsluha ovládá setrvačník spojkou a další díly ovládá klika. Mechanický ohraňovací lis je relativně jednoduchý na ovládání a zvládne velké tonážní ohyby, ale nemá přesnost a flexibilitu hydraulických nebo servoelektrických systémů.
Klíčové komponenty
- Setrvačník, klikový mechanismus a spojka: Motor pohání setrvačník, který ukládá energii a uvolňuje ji pomocí klikového mechanismu a spojky pro pohyb plunžru.
- Beran: Aplikuje sílu na plech, aby jej tvaroval pomocí razidla a matrice.
Výhody
Mechanické ohraňovací lisy jsou rychlé a ideální pro hromadnou výrobu, díky čemuž jsou nákladově efektivní pro velké objemy.
Omezení
Ve srovnání s hydraulickými a servoelektrickými modely však mají menší přesnost a flexibilitu.
<strong>Hydraulický ohraňovací lis</strong>
Stroj ovládá pohyb plunžru pomocí dvou synchronizovaných hydraulických válců na rámech ve tvaru C, což umožňuje lepší kontrolu procesu ohýbání. Válec je připojen k plunžru pomocí tyče a plunžr je poháněn hydraulickými válci.
Pohyb hydraulického válce pohání plunžr nahoru a dolů. Pohybové režimy hydraulického ohraňovacího lisu jsou rozděleny na pohyb nahoru a pohyb dolů. Zadní senzory přesně polohují obrobek díky pohybu podél různých os.
Hydraulické ohraňovací lisy se staly základním vybavením v kovoobráběcím průmyslu díky své vysoké rychlosti a přesnosti. Tonáž v ohybu je však omezená, což je nevýhoda.

Klíčové komponenty
- Hydraulické válce: Naplněné olejem pro vytvoření síly, která pohání píst.
- Kontrolní systém: Reguluje hydraulický tlak pro zajištění rovnoměrného a přesného ohýbání.
- Beran: Působí silou na kovový plech a dává mu tvar pomocí razidla a matrice.
Výhody
Poskytují vysokou přesnost, pracují s tlustšími materiály a jsou univerzální pro různé aplikace.
Omezení
Jsou pomalejší než mechanické modely a vyžadují pravidelnou údržbu hydraulického systému.
<strong>Servoelektrický ohraňovací lis (CNC)</strong>
CNC ohraňovací lis je hydraulický ohraňovací lis vybavený CNC řídicím systémem, který pomocí modulárních programovacích funkcí a vysoké přesnosti řídí pohyb každého dílu a zvládá různé tuny a délky ohýbání.
Kromě toho jsou zvedáky CNC lisu vybaveny automatickým podávacím systémem, který přesně řídí polohu obrobku pomocí pohybu plunžru a zadního dorazu. Synchronní pohyb motoru pohání nápravy zadního kalibru a kuličkové šrouby. Reverzní měřidlo dokáže přesně změřit délku vytvořené příruby.
Klíčové komponenty
- Servomotor a kuličkový šroub: Servomotory řídí pohyb plunžru pomocí kuličkového šroubu a poskytují přesné a programovatelné ovládání.
- Beran: Aplikuje sílu na plech, aby jej tvaroval pomocí razidla a matrice.
- CNC řídicí systém: Poskytuje programovatelné ovládání pro vysokou přesnost.
Výhody
Poskytují vysokou přesnost, jsou energeticky účinné a vyžadují minimální údržbu. Provozní zvuk servomotoru ohýbačky plechu je velmi nízký a během provozu neprodukuje žádný hluk.
Omezení
Ve srovnání s hydraulickými ohraňovacími lisy však mají vyšší počáteční náklady a omezenou sílu.
<strong>Pneumatická ohýbačka plechu</strong>
Pneumatické ohraňovací lisy ovládají plunžr pomocí stlačeného vzduchu. Obvykle jsou lehčí a kompaktnější než hydraulické modely, s rychlejším nastavením a ohýbáním. Tyto ohýbačky plechu jsou ideální pro lehké až středně velké práce, jako jsou systémy HVAC.
Klíčové komponenty
- Systém tlaku vzduchu: Stlačený vzduch pohání píst.
- Beran: Působí silou na kovový plech a dává mu tvar pomocí razidla a matrice.
- Kontrolní systém: Reguluje tlak a pohyb vzduchu.
Výhody
Jsou rychlé, lehké a ekonomické pro lehké až středně velké práce.
Omezení
Mají však omezenou sílu a nejsou vhodné pro náročné aplikace.
<strong>Běžné způsoby ohýbání</strong>
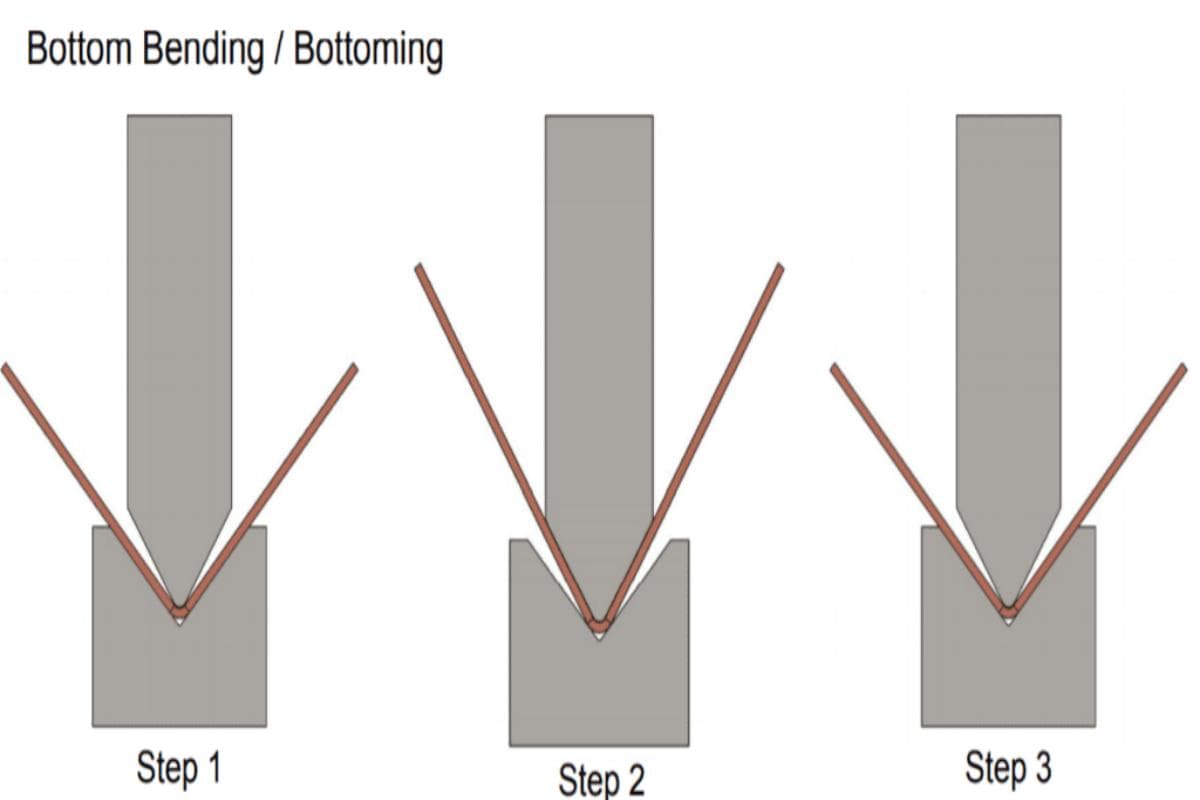
Upravte úhel ohybu nastavením pohybu pístu pomocí ovládacího systému. Existují především tři způsoby ohýbání: vzduchové ohýbání, spodní ohýbání a ohýbání ražením. Volba způsobu ohýbání má velký vliv na tloušťku ohýbaného plechu.
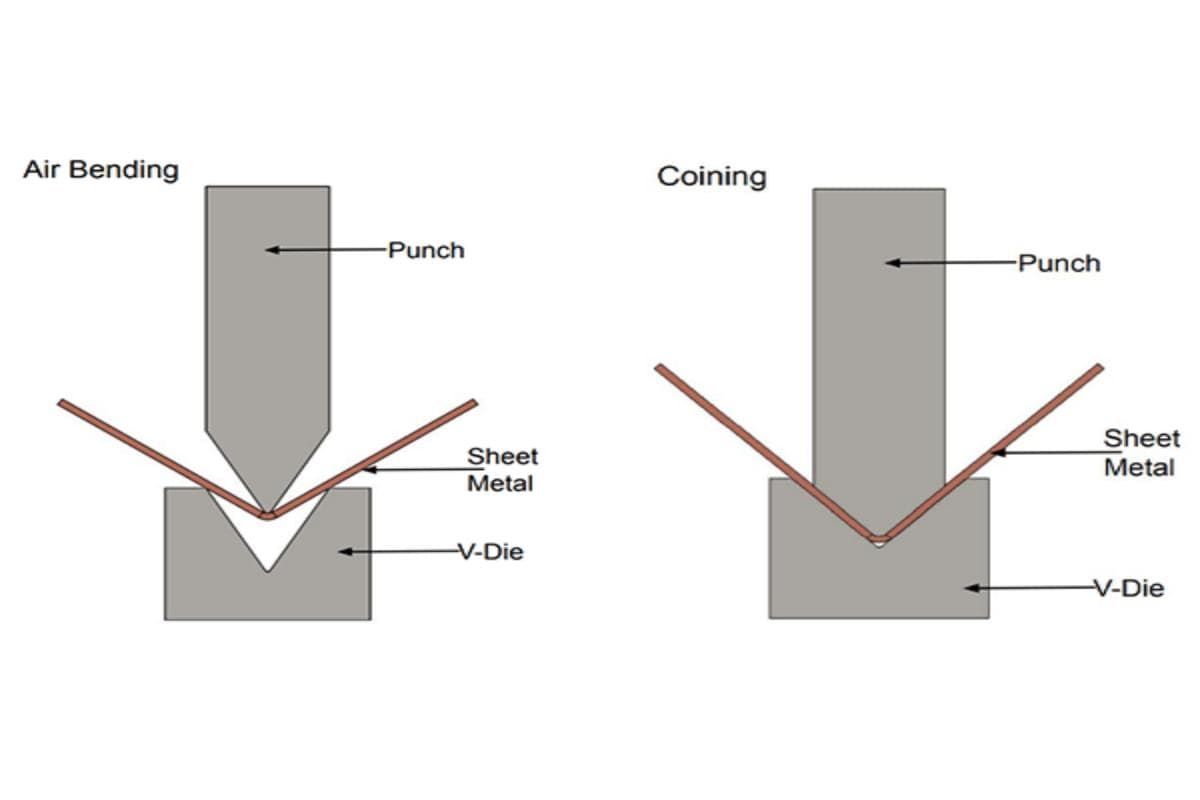
Ohýbání vzduchem je nejběžněji používaná metoda ohýbání, při které obrobek není v plném kontaktu se spodní matricí. Může být prováděn s relativně malou tonáží. V případě potřeby lze také použít metody spodního ohýbání a ražení.
Během ohýbání pohání hydraulické válce plunžr, který zase pohání horní matrici, která vyvíjí tlak na spodní matrici na pracovním stole. Plech uprostřed se vytvaruje pod určitým úhlem vytlačením matrice a po opakovaném ohýbání se získá konečný profil.
Úhel a tvar kovové desky jsou určeny tvarem razníků a matric a také pohybem plunžru. CNC ohýbačka plechu má flexibilní funkce numerického řízení a programování, díky čemuž je uživatelsky přívětivá.
<strong>III. Jak nastavit ohraňovací lis?</strong>
Nejprve je nutné porozumět výkresu ohýbaného obrobku. Určete materiál, délku a tloušťku obrobku, stejně jako úhel ohybu, poloměr ohybu, velikost příruby a toleranci obrobku. Za druhé, vyberte vhodnou metodu ohýbání a matrici.
Vyberte vhodnou metodu ohýbání na základě vztahu mezi poloměrem ohybu a tloušťkou kovu, jako je ohýbání vzduchem, spodní ohýbání nebo embosování. Vyberte razník a matrici, které odpovídají materiálu obrobku, který se má ohýbat. Za třetí, určete tonáž podle tonážní tabulky.
Viz příslušný výpočet tonáže poskytnutý výrobcem. Pokud jde o ohýbání vzduchem, můžete použít tabulku tonáže a určit tonáž. Tonáž spodního ohýbání je čtyřikrát až šestkrát větší než ohýbání vzduchem a tonáž ražení je osmkrát až desetkrát větší než ohýbání vzduchem.

Ohraňovací lis hraje klíčovou roli při ohýbání plechů a plechů. Instalace a nastavení nástrojů ohraňovacího lisu zahrnuje kontrolu tloušťky a poměru horních a spodních zápustek, seřízení zdvihu plunžru, nastavení horního dorazového bodu nástroje pro udržení polohy plunžru a nastavení vhodné vůle mezi horním a spodním razidlem.

Dokončete postup programování ohraňovacího lisu tím, že se seznámíte s funkcemi řídicí jednotky CNC, offline programováním a používáním odpadních desek pro testování ohybu. Pokud se vyskytnou problémy s ohýbaným obrobkem, zkontrolujte a upravte program a proveďte příslušnou operaci na ohraňovacím lisu. Tyto kroky vám pomohou ušetřit náklady a zvýšit efektivitu.
<strong>IV. Případy a aplikace</strong>
<strong>1. Automobilový průmysl</strong>
Ohraňovací lisy hrají klíčovou roli v automobilovém průmyslu při výrobě součástí vozidel, jako jsou držáky, podvozky, panely karoserie a výfukové systémy. Jejich přesnost zajišťuje, že díly splňují přísné specifikace a zlepšují kvalitu a bezpečnost vozidla.
<strong>2. Letecký průmysl</strong>
V leteckém průmyslu vyrábějí ohraňovací lisy kritické součásti, jako jsou rámy letadel, díly křídel a kryty motorů. Poskytují přesnost a spolehlivost ohýbáním slitin hliníku a titanu tak, aby splňovaly letecké specifikace.
<strong>3. Průmysl domácích spotřebičů</strong>
Ohraňovací lisy se používají v průmyslu spotřebičů k výrobě panelů ledniček, rámů praček a součástí klimatizací. Jejich přesnost a flexibilita umožňuje přesné ohýbání plechů podle konstrukčních specifikací.
<strong>4. Stavebnictví</strong>
Ohraňovací lisy se používají ve stavebním průmyslu k výrobě konstrukčních prvků a kovových součástí, jako jsou I-nosníky a kovové palubky pro stavební projekty.
<strong>5. Výroba nábytku</strong>
Při výrobě nábytku se používá ohraňovací lis k vytváření kovových rámů, držáků a ozdobných kusů, ohýbání plechů do tvarů a úhlů, které zlepšují design a funkčnost nábytku.
<strong>6. Lékařské vybavení</strong>
Ohraňovací lisy v průmyslu zdravotnických prostředků umožňují výrobu přesných kovových součástí a ohýbacích plechů tak, aby splňovaly specifikace zdravotnických prostředků, čímž se zvyšuje účinnost a kvalita. Například ohraňovací lisy se používají k výrobě komponentů pro chirurgické nástroje, diagnostická zařízení a nemocniční nábytek, kde je přesnost prvořadá pro zachování standardů bezpečnosti a produktivity.
<strong>7. Elektronika a elektrická zařízení</strong>
Ohraňovací lisy se používají v elektronickém průmyslu k výrobě přesných kovových krytů a komponentů, jako jsou ohýbané plechy pro kryty a držáky, které zajišťují funkčnost a bezpečnost zařízení.
<strong>8. Obranný průmysl</strong>
V obranném průmyslu se ohraňovací lisy používají k výrobě vysokopevnostních kovových plátů a slitinových dílů, jako jsou zásobníky na munici, obrněná vozidla a pancéřové pláty, čímž se zlepšuje odolnost a bezpečnost vojenského vybavení.
<strong>V. Běžné poruchy ohýbaček plechu a jejich odstraňování</strong>

| Fenomén poruchy | Možné příčiny | Řešení |
| Žádný nebo nedostatečný tlak v hydraulickém systému | 1. Nesprávné otáčení motoru a čerpadla vpřed nebo vzad 2. Ucpaná cívka přepouštěcího ventilu 3. Cívka solenoidového ventilu je zablokovaná 4. Vnitřní netěsnost tlakového regulačního ventilu | 1. Zkontrolujte směr otáčení motoru a čerpadla 2. Vyčistěte cívku přepouštěcího ventilu 3. Vyčistěte cívku solenoidového ventilu 4. Zkontrolujte tlakový regulační ventil |
| Pomalé nebo trhavé uvolnění pístu | 1. Opotřebovaný nebo poškozený válec 2. Opotřebovaná nebo vyjmutá svislá vodítka 3. Nízká hladina oleje v nádrži 4. Vysoká rychlost vpřed, nedostatečná zásoba oleje 5. Zaseknutý a ne zcela otevřený plnicí ventil | 1. Zkontrolujte válec 2. Zkontrolujte vodítka 3. Zkontrolujte hladinu oleje 4. Upravte rychlost rychlého posunu vpřed 5. Vyčistěte plnicí ventil |
| Únik oleje v hydraulickém systému | 1. Uvolněte spojovací šrouby a potrubní fitinky 2. Poškozená těsnění | 1. Utáhněte šrouby a armatury 2. Vyměňte těsnění |
| Nerovnoměrné ohýbání na obou stranách | 1. Nerovnoměrné opotřebení zápustek 2. Neparalelní píst | 1. Upravte šestihrannou trubku, abyste opravili rozdíl úhlu 2. Nastavte rovnoběžnost pomocí excentrických pouzder |
| Hlasitý zvuk | Uvolněné spoje, opotřebovaná ložiska, poškozené díly | Seřiďte píst, v případě potřeby vyměňte matrice |
| Elektrické závady | Uvolněné zapojení, porucha snímače, poškozené obvody | Zkontrolujte kabeláž, vyměňte snímače nebo obvody |
| Přehřátí | Ucpaný chladič, porucha chladicího systému | Vyčistěte chladič, opravte chladicí systém |
| Rám se nemůže pomalu spouštět, slabá ohybová síla | 1. Porucha 4/2 cestného ventilu 2. Zaseknutý plnicí ventil | 1. Zkontrolujte 4/2 cestný ventil 2. Vyčistěte plnicí ventil |
| Nízká rychlost zpětného chodu plunžru, vysoký zpětný tlak | Plnicí ventil není otevřený | Zkontrolujte plnicí ventil |
<strong>VI. Otázky a odpovědi</strong>
<strong>1. Jak se liší hydraulický ohraňovací lis od mechanického ohraňovacího lisu?</strong>
Hydraulický ohraňovací lis používá k pohybu beranu vysokotlaký hydraulický olej, což zajišťuje přesné ovládání a nastavení během ohýbání. Může se zastavit v kterémkoli bodě cyklu, což poskytuje flexibilitu a přesnost při provádění složitých ohybů.
Mechanický ohraňovací lis používá k pohonu plunžru setrvačník, který po zapojení dokončí zdvih. Je jednodušší a rychlejší, ale méně flexibilní a přesný, vhodný pro úkoly, ve kterých je rychlost důležitější než přesnost.
<strong>2. Jaké jsou hlavní součásti ohraňovacího lisu?</strong>
Mezi hlavní součásti ohraňovacího lisu patří lože, lože, plunžr, razník, matrice, zadní doraz, hydraulický nebo mechanický systém, řídicí systém, převodový systém a systém upínání nástrojů.
<strong>3. Jak CNC ohraňovací lis zlepšuje kovoobráběcí procesy?</strong>
CNC ohraňovací lis zlepšuje kovoobráběcí procesy tím, že umožňuje přesné programování procesu ohýbání, snižuje chyby a poskytuje konzistentní výsledky. CNC systémy vám umožňují přizpůsobit úhly a sekvence ohýbání pro efektivní výrobu.
Funkce, jako je polohování laseru a programovatelné dorazy, zjednodušují nastavení, minimalizují prostoje a zvyšují produktivitu. Automatizace urychluje proces ohýbání, zahrnuje bezpečnostní prvky a zlepšuje efektivitu, přesnost a produktivitu v moderní kovovýrobě.
<strong>VII. Závěr</strong>
Dobrý ohraňovací lis je navržen tak, aby ohýbal a tvaroval plechy do různých tvarů a velikostí, aby vyhovoval různým potřebám ohýbání.
Bez ohledu na to, jak pokročilá je technologie ohraňovacího lisu, jeho základní princip fungování je stejný. Moderní CNC ohraňovací lisy jsou pokročilejší než předchozí a výrazně se zlepšila přesnost a efektivita ohýbání.
ADH vyrábí různé CNC ohýbačky plechů, CNC ohýbačky plechů a velké ohýbačky plechů. Chcete-li se dozvědět více o našich ohraňovacích lisech nebo jiných strojích, můžete se poradit s našimi odborníky.
Hydraulické ohýbačky plechu (lisy) se používají na obrobky s velkým poměrem plochy k objemu. Používají se především k ohýbání plechů o tloušťce menší než 6 mm. Zařízení tohoto typu je ve většině případů stroj s hydraulickým nebo elektrickým pohonem a CNC. Jako každé výrobní zařízení se i ohraňovací lisy skládají z mnoha složitých systémů a komponent, o kterých budeme diskutovat v tomto článku.
Funkce a struktura ohraňovacích lisů
Tyto stroje jsou velmi běžné v kovoobráběcím průmyslu. Zjednodušeně řečeno se používají k tvarování plechu do hranatých nebo zaoblených tvarů pomocí lisu. Dále si trochu podrobněji popíšeme funkčnost a komponenty ohraňovacího lisu.
Níže jsou uvedeny hlavní konstrukční prvky ohýbačky plechu:
Komponenty ohraňovacích lisů lze rozdělit do čtyř hlavních kategorií:
– Mechanické. Tyto části jsou zodpovědné za fyzické pohyby stroje, včetně ohýbání a tvarování kovu.
– Elektrický. Tyto prvky řídí elektrické aspekty stroje, jako je napájení motoru a osvětlení. Elektrický systém ohýbačky plechu se skládá z elektrického ovládacího panelu, konzoly číslicového řídicího systému a stanoviště obsluhy. Schéma zapojení a návod k obsluze stroje obvykle poskytuje dodavatel zařízení.
— Hydraulické. Zahrnují součásti, jako je čerpadlo, ventily a válce, které tvoří hydraulický systém stroje, který poskytuje potřebnou sílu k ohýbání a tvarování kovu.
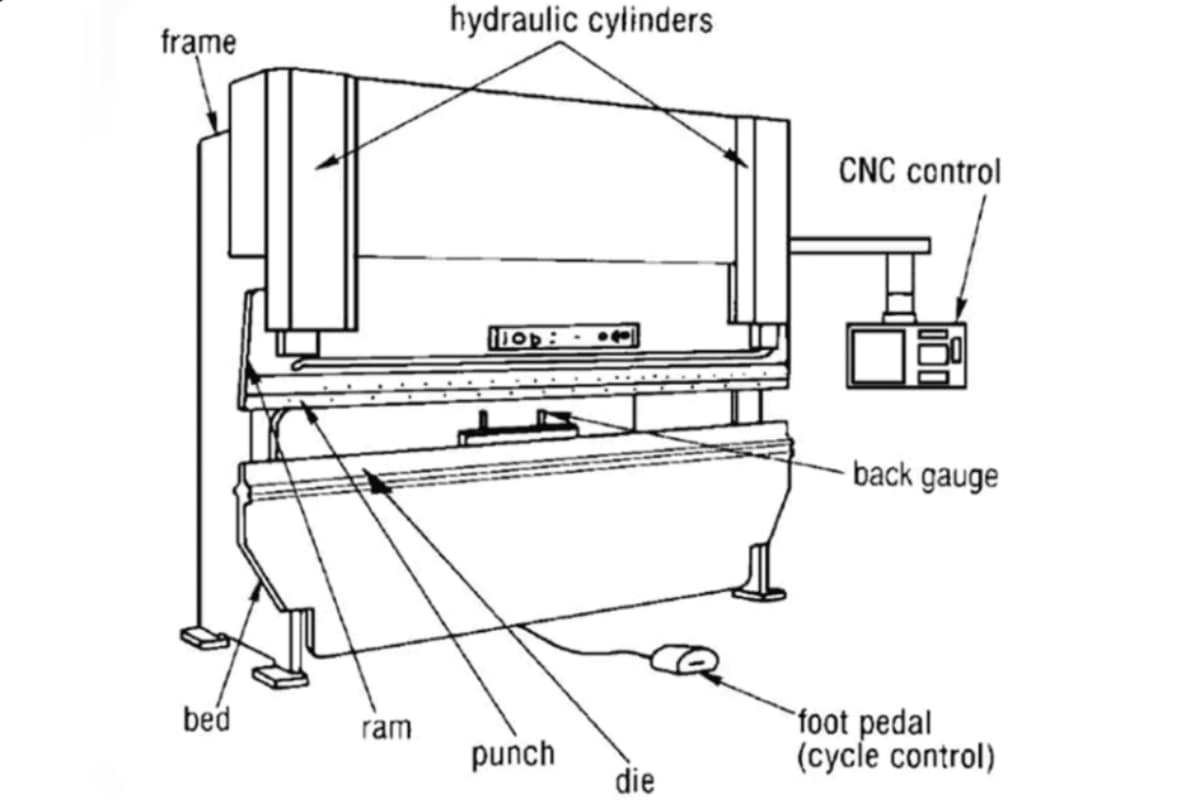
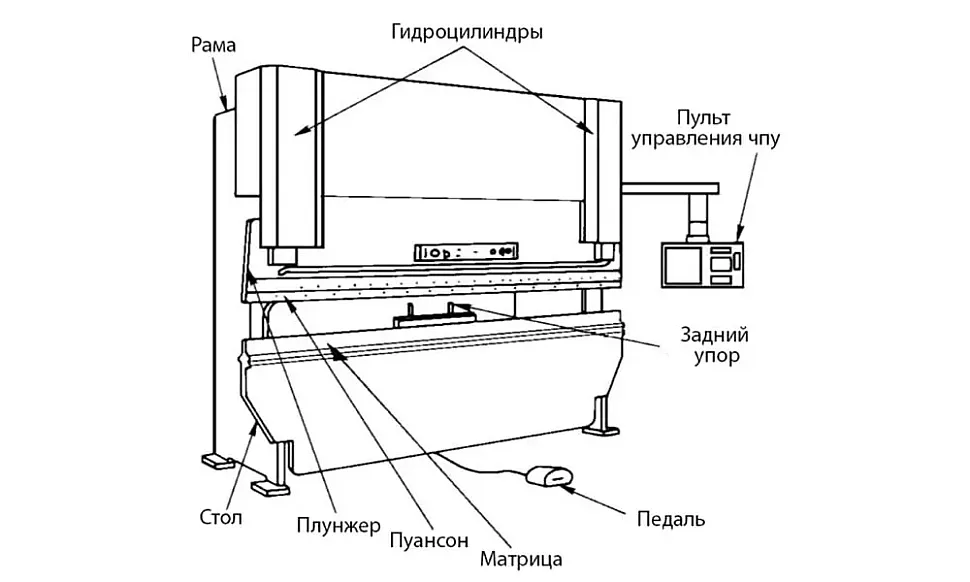
— CNC řídicí systém. Tato součást je zodpovědná za řízení a automatizaci strojů pomocí technologie numerického řízení (CNC). Ohýbačka plechu se obvykle skládá z rámu, k němu přivařeného pracovního stolu, plunžru, hydraulických válců, matrice, razníku ohýbacího mechanismu, pedálu, zadního a předního dorazu a řídicí jednotky CNC.
Níže si projdeme hlavní konstrukční prvky CNC ohýbačky plechu a uvedeme stručný popis každého z nich:
– Rám. Rám je nosným prvkem stroje a často se jedná o celosvařovanou konstrukci ve tvaru C sestávající ze dvou svislých desek, lože a spojovacích konstrukcí. Tato konstrukce zvyšuje tuhost a pevnost skříně a také zvětšuje plochu pro odvod tepla z hydraulického oleje.
– Ovladač. Počítačové číslicově řízené stroje neboli CNC stroje jsou stroje, jejichž činnost je řízena počítačem vestavěným do stroje, nazývaným také kontrolér. Řídicí jednotka řídí pohyby a funkce stroje v souladu s přiděleným pracovním programem. Díky senzoru (kodéru) v numerickém řídicím systému měří polohu pohyblivých částí stroje a aktivuje akční členy (motory, hydraulické písty atd.), které řídí pohyby stroje a umístí nástroj na určitý náhodně vybraný bod.
Kvalita modelu ovladače nainstalovaného ve stroji určí sadu funkcí a parametrů pro ovládání stroje a také celkovou pohodlnost interakce operátora s ním.

— Píst. Plunžr ohraňovacího lisu je vyroben z masivního ocelového plechu a je spojen s pístnicí ve středu levého a pravého hydraulického válce. Válce jsou připevněny ke spojovací desce levé a pravé stěny a pístnice je poháněna hydraulickou silou a pohybuje šoupátkem nahoru a dolů. Aby bylo zajištěno přesné umístění plunžru v horní úvrati, jsou na obou stranách plunžru umístěny senzory, které přenášejí informace o jeho poloze zpět do CNC řídicího systému, který pak tuto polohu upraví. Díky tomu je možný synchronizovaný provoz plunžru.
– Stůl. Zadní doraz se pohybuje tam a zpět pomocí motoru a CNC ovladač řídí jeho pohyby s přesností 0,01 mm. V přední a zadní poloze jsou koncové spínače pro omezení pohybu zadního dorazu.
— Synchronizační systém. Synchronizační mechanismus poskytuje stabilní a spolehlivý výkon s vysokou přesností a je složen z komponentů, jako je torzní tyč, otočné rameno a kloubová ložiska. Poloha mechanických dorazů ohraňovacího lisu se nastavuje pomocí motoru a řízení má na starosti CNC kontrolér.
— Zadní dorazy. Zadní doraz je mechanismus, jehož hlavní funkcí je pohybovat se podél několika různých os pro přesné umístění kovového obrobku pro ohýbání. Plech se položí na matrice (zápustku a razník) a poté se přitlačí na zadní doraz. Jak přesně se budou během provozu stroje pohybovat, bude záviset na ovládacím programu. Synchronního pohybu je dosaženo pomocí kuličkového šroubu a ozubeného řemenu. Ohraňovací lisy mají obvykle 2 až 4 zpětné dorazy.

— Přední podpěry. Přední nosná ramena ohraňovacího lisu se připojují k T-drážce nebo lineárnímu vedení umístěnému v přední části stroje. Jedná se o doplňkové součásti stroje, které umožňují fixaci plechu při ohýbání a používají se hlavně u velkých nebo těžkých obrobků, aby se zabránilo jejich pádu, když se ohraňovací lis vrátí do původní polohy.
– Pedál.Nožní spínač ohraňovacího lisu slouží především k ovládání pohybu razníku. V horní části pedálu je nouzové tlačítko pro nouzové situace.
— Bezpečnostní systém. Při ohýbání je plech ručně posouván a polohován obsluhou, což vyžaduje, aby byla obsluha v blízkosti obslužného stroje, což představuje riziko zranění. Z tohoto důvodu mohou být ohraňovací lisy vybaveny různými bezpečnostními zařízeními. K zajištění bezpečnosti při práci na přední části ohraňovacího lisu lze použít pevné fotovoltaické kryty nebo laserový bezpečnostní systém. Podle plánu by tyto systémy měly zastavit lis, když je v pracovní oblasti detekován nepotřebný předmět.
V každém případě, i když jsou takové systémy ve vašem stroji přítomny, musí se obsluha stále přísně seznámit s bezpečnostními pravidly a zachovávat maximální opatrnost při práci se zařízením.
— Hydraulický systém. Hydraulický systém slouží k ovládání tlaku a průtoku hydraulického válce. Skládá se z motoru, olejového čerpadla, olejového plnicího ventilu a olejového válce, které jsou instalovány na rámu ohraňovacího lisu. Olejové válce jsou celkem dva a jsou umístěny paralelně – na levé a pravé straně rámu (podél os Y1 a Y2). Prostřednictvím provozu hydraulického čerpadla se mechanická energie přeměňuje na energii hydraulického tlaku pro pohon hydraulického systému. Hydraulický válec pak přeměňuje tlak kapaliny (oleje) na kinetickou energii, což umožňuje pohyb pístu. Pro zachování funkčnosti zařízení je nutné pravidelně důkladně čistit olejovou nádrž od starého hydraulického oleje a vyměnit ji za novou.
Lis na brzdové nápravy

Kromě toho by bylo užitečné mluvit o souřadnicovém systému ohraňovacího lisu. Provoz ohýbačky plechu zahrnuje několik os: X, Y, Z a R. Řízení os X, Y a Z může být automatizováno CNC nebo prováděno operátorem (v závislosti na modelu stroje). Níže je podrobnější popis těchto os:
Osa Y — horní nosník se pohybuje podél této osy (nahoru a dolů) při změně úhlu ohybu. Během fáze ohýbání by měl operátor zkontrolovat, zda jsou osy Y1 a Y2 vyrovnány, protože rozdíl 0,05 mm na 3metrovém stroji bude mít za následek rozdíl 1 stupně mezi dvěma stranami stolu. V tomto ohledu se před zahájením ohýbání doporučuje zkontrolovat vyrovnání dvou pístů vynulováním stroje stisknutím odpovídajícího tlačítka na řídicím systému. Pokud je zjištěn jakýkoli problém, operátor by měl zkontrolovat stav horního povrchu a změnit osu Y.
osa X – tato osa určuje hloubku ohybu, to znamená vzdálenost mezi zadním dorazem a středem matrice. Příčník, na kterém jsou namontovány zadní dorazy, se pohybuje podél osy X k ose Y a od ní.
Osa Z – zadní dorazy se pohybují podél příčníku, na kterém jsou instalovány, a každý se zastaví v určité poloze v souladu s délkou zpracovávaného plechu a částí ohraňovacího lisu, kde se bude provádět ohýbání. Pohyb osy Z je omezen určitými charakteristikami, jako je maximální povolený pohyb podél stolu a minimální vzdálenost mezi dvěma dorazy.
Osa R – podél této osy je příčka výškově nastavena tak, aby zadní dorazy vždy odpovídaly zápustkám s různou výškou a plech se vždy dotýkal zadních dorazů.
Proto lze souřadnicový systém ohraňovacího lisu stručně popsat takto:
– Y1, Y2 — levý a pravý válec plunžru (výchozí poloha je pracovní plocha a hodnota je vzdálenost od povrchu stolu k razníku);
– X, X1, X2 — pohyb zadního dorazu tam a zpět (počáteční poloha je střed matice a hodnota je maximální vzdálenost od středu matice k dorazu);
-R, R1, R2 — pohyb zadní zarážky nahoru a dolů (počáteční poloha je povrch matice a hodnota je vzdálenost od nejnižšího bodu zadní zarážky k nejvyššímu bodu zadní zarážky);
– Z, Z1, Z2 — pohyb zadního dorazu doleva a doprava (výchozí poloha je levá/pravá strana stroje a hodnota je vzdálenost od krajní levé/pravé strany stroje ke středu levé hlavy zadního dorazu , pro Z1 a Z2, v tomto pořadí);
—W — konvexní kompenzační válec spodního nosníku (systém kompenzace průhybu).