Jak vybrat parametry soustruhu při zpracování dřeva

Technické problémy spojené s obráběním na soustruzích – automatické, ruční a CNC – se souhrnně nazývají parametry soustružení.
Odrážejí se v době potřebné k výrobě dílu, kvalitě povrchu, přesnosti soustružení a opotřebení soustružnických nožů.
Každý z těchto parametrů by měl být při práci na dřevoobráběcím soustruhu zohledněn – jak z důvodu dosažení očekávané kvality vyrobeného prvku, tak z důvodu bezpečnosti obsluhy.
Technologické parametry soustružení dřeva
Stejně jako u jiných řezacích procesů je před spuštěním stroje – tradičního nebo CNC – nutné nastavit jeho provozní parametry. Nejdůležitější z nich:
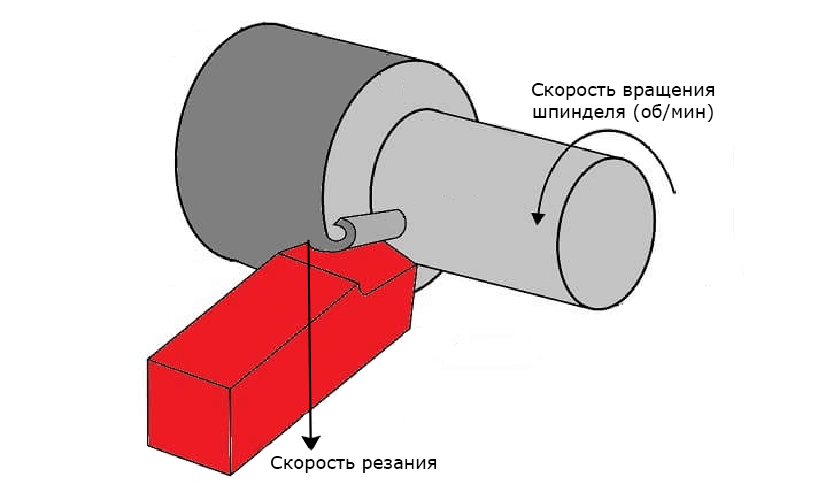
- rychlost otáčení (n) – určuje rychlost, kterou soustružnická hlava otáčí k ní připojený obrobek. Vyjadřováno v otáčkách za minutu (rpm nebo RPM – z angl. Rounds Per Minutes);
- podání (f) – určuje pohyb nože za dobu potřebnou k tomu, aby hlavice dokončila jednu celou otáčku. Vyjádřeno v milimetrech na otáčku (mm/ot.). Tento parametr se také někdy nazývá „pracovní zdvih“;
- rychlost posuvu (vf) – určuje rychlost, jakou se ostří pohybuje podél opracovávaného prvku na soustruhu (posuv);
- hloubka řezu (ap) – určuje hloubku, do které soustružnický kotouč zajede do předmětu při odebírání materiálu (t.j. rozdíl mezi průměry původní a obrobené plochy). Tato hodnota je vyjádřena v milimetrech;
- řezná rychlost (vc) – určuje vzdálenost, kterou urazí rotující čepel vzhledem ke zpracovávanému materiálu za jednotku času. Vyjádřeno v milimetrech za minutu (mm/min);
- мощность (Pc) – určuje výkon potřebný k účinnému překonání třecích sil a efektivnímu odstranění materiálu ostřím nebo rotujícím kotoučem. Vyjádřeno ve wattech a kilowattech;
- řezná síla (Fc) – určuje sílu působící na řezný nástroj a obrobek;
- točivý moment (Mc) – vyjádřeno v newtonmetrech (Nm).
Dalším parametrem, který je někdy považován za závislý na rychlosti posuvu, je doba soustruhu (vyjádřená v minutách). Určuje, jak rychle se odstraní přebytečný materiál z povrchu obrobku. Zahrnuje mimo jiné parametry jako:
- délka průchodu nástroje;
- rychlost posuvu;
- rychlost otáčení;
- počet průchodů řezného nástroje po opracovávaném povrchu.
Tento komplexní parametr pomáhá určit, jak rychle získá soustružený objekt očekávaný tvar nebo bude dokončena fáze obrábění (hrubování, tváření nebo dokončování), což pomáhá efektivněji využívat pracovní dobu nástrojů a v případě CNC soustruhů , přesně určit čas potřebný k provedení konkrétní etapy práce.
Jak zvolit parametry soustružení dřeva?
Klíčovým krokem při výběru parametrů soustružení je znalost vlastností zpracovávaného materiálu. Správné seřízení před zahájením práce je velmi důležité pro bezpečnost a efektivitu stroje.
Zkušený specialista musí zvolit vhodné parametry soustružení, včetně následujících kritérií:
- druh zpracovávaného dřeva a jeho fyzikální vlastnosti;
- obecná obrobitelnost konkrétního materiálu (s přihlédnutím k charakteristikám tvrdosti);
- použité ostří (nože nebo soustružnické vrtáky vybrané pro práci s konkrétním materiálem a dosažení očekávané hloubky řezu nebo účinnosti);
- podmínky zpracování (například kvalita zpracovávaného materiálu, nepřítomnost vad dřeva, suků, trhlin, stabilita upevnění soustružnického výrobku na vřetenu);
- provozní parametry stroje,
- fázi zpracování.
Při výběru parametrů soustružníci často využívají již hotová data – tzv. „výběr z katalogu“. To pomáhá organizovat práci a určit výchozí hodnoty – jak s ohledem na samotné soustružení, tak výběr vhodných nástrojů.
Výpočet řezných parametrů během soustružení na základě pozorování zpracovávaného materiálu a provozu stroje, jako je řezný posuv nebo jiné parametry obrábění, pomáhá nastavit cílové hodnoty.
Sluší se dodat, že při práci na automatických soustruzích, které vyžadují ruční ovládání, jsou parametry soustružení nejčastěji upravovány obsluhou na základě katalogových údajů, zkušeností a pozorování řezného procesu.
V případě CNC soustruhů poskytuje automatizace velkou podporu tím, že pomáhá určit vhodné provozní parametry. Navíc shromažďováním dat prostřednictvím různých typů senzorů může měnit provozní parametry tak, aby co nejlépe implementoval proces CNC soustružení.
Hrubování, tvarování nebo dokončování – jaké parametry soustružení zvolit?
Proces obrábění – ať už jde o frézování, soustružení nebo broušení – je rozdělen do čtyř hlavních fází:
- hrubé (předběžné) mechanické zpracování zaměřené na odstranění přebytečného materiálu a získání podobného tvaru předmětu;
- středně přesné obrábění, zaměřené na dodání předběžného tvaru obrobku;
- jemné zpracování (někdy nazývané “přesnost”) zaměřené na dodání konečného tvaru předmětu;
- velmi přesné („dokončovací“) zpracování, při kterém jsou z povrchu opracovávaného předmětu odstraněny stopy přechodů řezné hrany. Nejčastěji se to provádí pomocí brusných nástrojů (jako jsou CNC stroje a automatické brusky).
Samozřejmě, v závislosti na zpracovávaném materiálu nebo očekávání ohledně kvality povrchu může být těchto fází více (jako v níže uvedeném seznamu popisujícím parametry různých fází soustružení dřeva).
Každá vyžaduje použití jiných parametrů soustružení a někdy i různých typů ostří nebo soustružnických fréz. Rozdílná jsou i očekávání ohledně kvality výsledného povrchu – pokud jsou při hrubování běžné zřetelné stopy řezného nástroje, pak takové stopy po velmi přesném nebo precizním zpracování svědčí o nesprávné volbě parametrů nebo ostří.
Za předpokladu, že je nástroj správně vybrán pro typ zpracovávaného materiálu, doporučuje se v různých fázích zpracování dodržet následující parametry soustružení (resp. pracovní posuv a hloubku řezu):
- velmi hrubé: >0,7 ot/min/8-20 mm;
- hrubování: 0,5-1,5 ot/min/6-15 mm;
- po hrubování: 0,4-1 ot/min/3-10 mm;
- Středně přesné zpracování: 0,2-0,5 ot./min/1,5-4 mm;
- dokončovací práce: 0,1-0,3 ot/min/0,5-2 mm;
- Přesné obrábění: 0,05-0,15ot/min/0,25-2mm.
Stručně řečeno: čím vyšší přesnost, tím pomalejší by měla být rotace.
Volba řezných parametrů při soustružení obrobku a opotřebení kotouče
Volba vhodných parametrů soustružení přímo ovlivňuje životnost soustružnických nástrojů. Kromě mechanického opotřebení (oděru) vlastního každého kotouče, ke kterému dochází v důsledku mechanické povrchové úpravy, i při volbě ideálních řezných parametrů, existují důvody, které způsobují předčasnou ztrátu jeho vlastností. Tento:
- přilnavost – tj. hromadění „výrůstků“ zpracovávaného materiálu, tvrzená pryskyřice na čepelích. To snižuje efektivitu práce (nežádoucí materiál ucpává břity a v důsledku toho dochází k jejich kontaktu s obráběným povrchem) a negativně ovlivňuje i kvalitu povrchu. Tento problém se nejčastěji vyskytuje, když je řezná rychlost příliš nízká.
- oxidace a difúze – tj. ukládání atomů zpracovávaného materiálu na řeznou hranu v důsledku působení vysoké teploty. To snižuje účinnost soustružení a může vést k předčasnému otupení nástroje. Nejčastěji k tomu dochází, když je rychlost otáčení příliš vysoká nebo obrobek není správně chlazen.
Výběr vhodných řezných parametrů nebo nástrojů během soustružení (CNC nebo tradičních) je rozhodující jak pro efektivitu, tak pro kvalitu práce.

V závislosti na druhu materiálu a prováděné operaci můžete nastavit optimální rychlost otáčení soustruhu.
Jaká je ale bezpečná rychlost pro soustružení obrobků na soustruhu? A jak rychlost soustruhu ovlivňuje proces obrábění?
U kusů dřeva větších než 6 palců (15 centimetrů) v průměru by otáčky soustruhu neměly překročit 1000 ot/min a u menších kusů by měly být o něco vyšší. Rychlost otáčení soustruhu nižší než 1000 ot/min je považována za bezpečnou a snižuje riziko nehod.
Tento článek podrobně popisuje rychlost otáčení soustruhu, pojednává o různých faktorech, které rychlost otáčení ovlivňují, a poskytuje návod pro nastavení optimální rychlosti.
Na konci článku jsou také rozebrány bezpečnostní otázky související s rychlostí soustruhu, které je třeba mít na paměti při používání soustruhu.
Rychlost dřevoobráběcího soustruhu: Jak nastavit optimální otáčky
Při práci na soustruhu na dřevo je důležité nastavit optimální rychlost, protože vysoká rychlost může vést k pohybu obrobku a nízká rychlost může vést ke špatné povrchové úpravě.
Posouvání obrobku tak vysokou rychlostí jej může vystřelit jako projektil a zranit obsluhu, proto je důležité udržovat otáčky v bezpečném limitu.
Obecným pravidlem pro určení optimálního rozsahu otáček pro soustruh na dřevo je vynásobit otáčky za minutu průměrem obrobku v palcích a výsledek by měl být v rozsahu 6000-9000.
To znamená, že vydělením 6000 průměrem obrobku získáte minimální efektivní otáčky za minutu a vydělením 9000 průměrem obrobku získáte maximální bezpečné otáčky za minutu.
Minimální efektivní otáčky = 6000 ÷ Průměr obrobku v palcích.
Maximální bezpečná rychlost = 9000 ÷ Průměr obrobku v palcích.
Na základě výše uvedených rovnic je v tabulce níže uveden optimální rozsah otáček pro různé velikosti obrobků.
| Průměr obrobku | Minimální efektivní otáčky | Maximální bezpečné otáčky |
| 1 palců (2.54 cm) | 6000 | 9000 |
| 2 palce (5.08 cm) | 3000 | 4500 |
| 3 palce (7.62 cm) | 2000 | 3000 |
| 4 palce (10.16 cm) | 1500 | 2250 |
| 5 palců (12.7 cm) | 1400 | 1800 |
| 6 palců (15.24 cm) | 1000 | 1500 |
| 7 palců (17.78 cm) | 857 | 1286 |
| 8 palců (20.32 cm) | 750 | 1125 |
| 9 palců (22.86 cm) | 667 | 1000 |
| 10 palců (25.4 cm) | 600 | 900 |
| 11 palců (27.94 cm) | 545 | 818 |
| 12 palců (30.48 cm) | 500 | 750 |
| 13 palců (33.02 cm) | 462 | 692 |
| 14 palců (35.56 cm) | 429 | 643 |
| 15 palců (38.1 cm) | 400 | 600 |
U obrobků s průměrem menším než 3″ (7,62 cm), jako jsou pera, však můžete použít vyšší rychlost otáčení asi 3500 ot./min., pokud zajistíte správné upnutí obrobku.
Při práci s degradujícím dřevem se doporučuje použít vlastní úsudek a nastavit otáčky pod normou doporučenou hodnotu.
Rychlost soustruhu na obrábění kovů: Jak nastavit optimální rychlost
Optimální řezná rychlost na soustruhu na kov závisí na faktorech, jako je tvrdost řezaného materiálu a typ použitého nástroje.
Při obrábění tvrdých kovů se doporučuje používat srovnatelně nižší řeznou rychlost než při obrábění měkčích kovů.
Stejně tak, pokud je použit řezný nástroj vyrobený z tvrdého materiálu, může pracovat při vyšších rychlostech bez zadření.
Při porovnávání manuálních soustruhů s CNC soustruhy poskytují CNC soustruhy schopnost udržovat konzistentní parametry prostřednictvím automatizace procesu a minimalizovat riziko poškození nástroje.
Optimální řeznou rychlost nebo rychlost opracování povrchu při soustružení kovu lze zpravidla zjistit z tabulek a grafů poskytnutých výrobcem nástroje.
| Materiál | Nástroj z rychlořezné oceli | Karbidové nástroje |
| Automatická uhlíková ocel | 40-160 fpm (12-49 m/min) | 300-800 fpm (91-244 m/min) |
| Uhlíkové oceli | 30-120 fpm (9-36 m/min) | 230-800 fpm (70-244 m/min) |
| Automatická legovaná ocel | 40-125 fpm (12-38 m/min) | 150-450 fpm (46-138 m/min) |
| Legované oceli | 40-110 fpm (12-33 m/min) | 175-400 fpm (53-122 m/min) |
Je třeba poznamenat, že hodnoty uvedené v tabulce výše jsou vodítkem pro optimální řezné rychlosti a skutečná hodnota se liší v závislosti na jakosti kovu.
Jaká je rychlost soustruhu?
Soustruhy pracují tak, že otáčí obrobek vysokou rychlostí, zatímco řezný nástroj prochází přes jeho povrch a provádí obráběcí operaci.
Proto rychlost otáčení obrobku určuje kvalitu řezu a dobu cyklu, takže rychlost soustruhu je důležitým parametrem pro soustružnické operace.
Téměř každý moderní soustruh je vybaven regulátorem otáček, kde se rychlost otáčení mění buď ručně, nebo pomocí elektrických signálů.
Manuální ovládání rychlosti zahrnuje přepínání hnacího řemene soustruhu pro změnu konfigurace rychlosti a točivého momentu, zatímco elektrický systém se skládá z knoflíku, který lze otáčet pro nastavení rychlosti.
Řízení rychlosti pásu se obvykle používá u soustruhů pro velké zatížení, jako jsou soustruhy na kov, protože snižuje otáčky za minutu a zároveň zvyšuje točivý moment, takže je ideální pro obrábění těžkých obrobků.
Na druhé straně elektrický regulátor otáček snižuje počet otáček, zpomaluje otáčky vřetena a snižuje výkon soustruhu. Díky tomu je vhodný pro malé stolní soustruhy.
Stejně tak vícevřetenové soustruhy se skládají z více vřeten, která se mohou otáčet různými rychlostmi, aby vyhovovala různým obráběcím operacím.
Obráběcí operace na soustruhu zahrnují dva typy rychlostí: otáčky za minutu a rychlost dokončování povrchu.
Otáčky vřetena
Rychlost vřetena je rychlost, kterou vřeteno soustruhu otáčí obrobek.
Určuje počet otáček, které obrobek vykoná za jednu minutu.
Obecně platí, že čím vyšší počet otáček, tím rychlejší je doba cyklu a hladší výsledný povrch.
Zvýšení rychlosti nad určitou mez však může vést ke zvýšeným vibracím a vibracím na obrobku a také ke zvýšenému riziku nehod.
Vysoká rychlost otáčení vytváří vysokou odstředivou sílu, která může způsobit, že obrobek vypadne z přídržného zařízení, jako je sklíčidlo, a zasáhne obsluhu.
Proto se doporučuje nastavit optimální rychlost, která zajišťuje vysoce kvalitní produkty s rychlými časy cyklů s minimálními vibracemi a minimálním rizikem nehod.
Rychlost pohybu povrchu

Rychlost povrchu obrobku je rychlost, kterou prochází povrch obrobku pod řezným nástrojem soustruhu.
Rychlost povrchu při obrábění závisí na počtu otáček a poloměru, na kterém je obrobek zpracováván.
Při opracování vnějšího povrchu dvou obrobků různých velikostí při stejném počtu otáček je obvodová rychlost většího obrobku vyšší než menšího.
Přestože oba obrobky potřebují k dokončení jedné otáčky stejně času, plocha procházející pod řezným nástrojem je v případě většího obrobku srovnatelně větší.
Podobně při obrábění obrobku, jako je miska, je povrchová rychlost na vnějším povrchu mnohem vyšší než povrchová rychlost ve středu misky.
Nemusí to být snadné, ale podívejme se na příklad, abychom to pochopili.
Uvažujme dvě kruhové závodní dráhy, A a B, kde závodní dráha A má poloměr 10 km a závodní dráha B má poloměr 5 km.
To znamená, že obvod nebo celková délka závodní dráhy A bude cca 63 km a závodní dráhy B cca 31 km.
Nyní si vezměte, že oba vozy musí dokončit jednu otáčku na svých příslušných drahách za 30 minut.
Výsledkem je, že k dokončení jedné otáčky na obou trasách za stejnou dobu musí auto na trase A jet rychleji (126 km/h) než auto na trase B (62 km/h), protože má větší vzdálenost. zakrýt.
Stejně tak povrch většího obrobku projde řezným nástrojem vyšší rychlostí, aby pokryl větší obvod obrobku za jednu otáčku.
Proto je důležité vzít v úvahu povrchovou rychlost a snížit posuv řezného nástroje, když se pohybuje radiálně dovnitř směrem ke středu obrobku.
Pokud se vám článek líbil, dejte like, sdílejte ho se svými přáteli a zanechte komentáře!
Populární soustruhy:


Ø zpracování, 360 mm. Vzdálenost mezi hroty, 750 mm. Výkon motoru, 5,5 kW. CNC systém, Siemens Typ vedení, posuvné. Hmotnost, 1650 kg.