Jak správně ohýbat trubku | Články Stal PRO
Profilová trubka má jiný průřez než kruhová. Nejčastěji se jedná o obdélník nebo čtverec. Hlavním směrem použití tohoto typu kovu je instalace rámů a kovových konstrukcí, včetně zakřivených. V druhém případě nevyhnutelně vyvstává otázka, jak ohýbat trubku.
Hlavní problematické body
Vnitřní dutiny a tvar průřezu, který se liší od kulatého, s sebou nesou riziko poškození v případě porušení technologie ohýbání.
- Záhyby na stlačitelné spodní stěně
- Prasknutí tahové horní stěny
- Axiální zakřivení
- Zlomenina
Minimální poloměr ohybu závisí na ploše průřezu, tloušťce stěny, výšce profilu a tažnosti jakosti kovu. Délka ohybové zóny při výšce profilu do 20 mm je minimálně 2.5×h, při výšce profilu nad 20 mm – minimálně 3.5×h, kde h je výška profilu.
Šev svařované trubky jako nejslabší místo musí být umístěn na straně ohybu, jinak může prasknout.
Způsoby, jak zabránit poškození ohybem
Následující techniky vám pomohou vyhnout se poškození. Především se to týká velkých válcovaných kovových výrobků a ohybů s malým poloměrem. Nákup profilové trubky můžete také konzultovat s našimi specialisty.
Vyhřívání oblasti ohybu
Zahřívání trubky před ohýbáním činí kov tažnějším.
Doporučení pro vytápění podle výšky profilu:
- Až 10 mm – není nutné
- Od 10 do 40 mm – pokud možno
- Nad 40 mm – nutné
Při zahřívání buďte opatrní, protože přepálení nebo mnohonásobné opakování operace může vést ke ztrátě pevnosti.
Použití plniva
Dutina je vyplněna výplní a konce jsou uzavřeny korkem. Jako plnivo je nejlepší použít čištěný říční písek, který musí být suchý. Při ohýbání teplem se vyplatí použít středně zrnitý písek, protože prachové frakce se spékají při vysokých teplotách. V zimě je povolena zmrzlá voda ve vnitřním prostoru, pokud nemluvíme o vyhřívaném ohýbání.
Instalace pružiny
Pružina umístěná uvnitř zabraňuje přiblížení horní a spodní stěny k sobě. Průměr pružiny je zvolen tak, aby volná vůle mezi oběma stěnami byla malá. Konce jsou zajištěny drátem pro snadné odstranění.
Vrubová metoda
V místě ohybu se bruskou provedou příčné řezy, které se následně svaří. Hlavní výhodou této technologické techniky je možnost ohnout profil na libovolný poloměr.
Ohýbací zařízení
Níže uvedené způsoby ohýbání se liší kvalitou ohýbání, snadností použití, přípustnými rozměry profilu a cenou zařízení.
Talíř s kolíky. Do kovové nebo betonové desky se vyvrtá řada otvorů, do kterých jsou instalovány dva dorazové kolíky. Vzájemná poloha čepů závisí na poloměru ohybu. Trubka je ohnuta kolem jednoho čepu, zatímco druhý čep zajišťuje opačný konec. Při použití této metody je možnost axiálního zakřivení vysoká. Pro zachování vyrovnání doporučujeme použít přítlačnou desku k utažení trubky k desce.
Trn. Oblouková šablona s upevňovací konzolou, namontovaná na pracovním stole. Trubka se vloží do držáku, přitlačí se k šabloně a ohne se do tvaru oblouku.
Trumpeta s uchem. Varianta předchozí metody. Upevňovací konzola – ucho – se připevní nebo přivaří k vhodné trubce, která funguje jako šablona, kolem které dochází k ohybu.
Staples. Tato metoda také připomíná trn, pouze oblouk je tvořen kovovými háčky připevněnými k rovině v určité vzdálenosti od sebe.
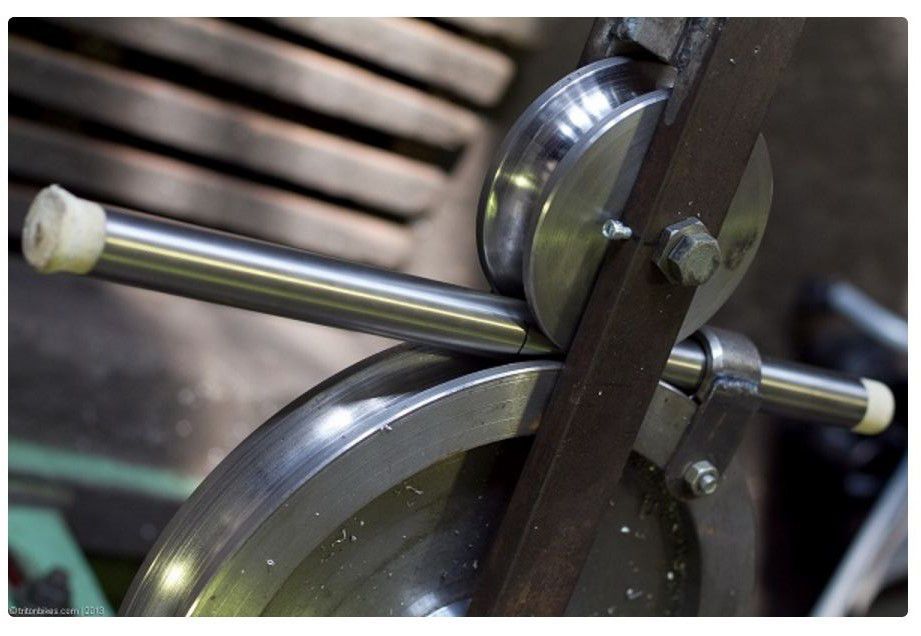
Záběhová ohýbačka trubek. Ohýbání nastává, když se přítlačný válec pohybuje kolem stacionární šablony. Válec má zářez, často s hrotem, který tlačí do vnitřní stěny, aby se zabránilo pomačkání. Tvar vybrání je vybrán tak, aby odpovídal velikosti profilu, aby se zabránilo zkreslení. Všechny poznámky o zářezu a čepu platí také pro následující typy zařízení.
Navíjecí ohýbačka trubek. Trubka je navinuta na rotujícím válci, ke kterému je přitlačována stacionárním přítlačným válcem.

Ohýbačka trubek z kuše. Trubka se opírá o dvě pevné svorky a na druhé straně uprostřed na ni tlačí šablona připevněná k pohyblivé tyči. Další názvy pro šablonu jsou bota, punč. Pohon tyče je hydraulicky nebo mechanicky.

Válcovací ohýbačka trubek. Používá se metoda válcování, tedy válcování profilu. Trubka je upevněna mezi dvěma válečky na jedné straně a jedním (středním) na druhé straně. Změnou polohy jednoho z válečků pomocí zvedáku nebo svěrky se vyznačí ohyb. Poté začne válcování, přičemž válečky se otáčejí pomocí rukojeti nebo elektrického pohonu. Tato metoda je mimořádně pohodlná, když potřebujete vytvořit oblouk, kruh nebo spirálu. Riziko poškození je minimalizováno.
Hypermarket „Gazmetallproekt“ je váš spolehlivý poradce ve věcech výstavby a oprav. Přivezeme válcovaný kov a stavební materiály na místa v Tule a regionu Tula a nenecháme bez dozoru kupce z jiných regionů. Kov nařežeme na požadovaný rozměr. Pracujeme všechny dny v týdnu bez dnů volna. Čekáme na vaše přihlášky.

K ohýbání kovového výrobku s kulatým nebo čtvercovým průřezem se používá několik metod:
- Pomocí ohýbačky trubek, ruční nebo poháněné.
- Naplnění vnitřku trubek pískem, vodou a pružinou z ocelového drátu.
Volba metody závisí na geometrických parametrech profilové trubky – velikosti průřezu, tloušťce oceli, ze které je vyrobena, poloměru ohybu.
Typy ohýbaček trubek
Použití ohýbačky trubek za studena je oprávněné, pokud poloměr ohybu nepřesahuje 180°. Ostřejší ohyb bez zahřívání může způsobit zlomení kovového obrobku. Ohýbačky trubek se dělí podle typu pohonu, který může být ruční (typ kuše) nebo mechanizovaný. Mechanizovaná ohýbačka trubek může být zase poháněna:
- pomocí hydrauliky ohýbání obrobku až o 90°;
- mechanická síla při vytváření úhlu ohybu nejvýše 180 °;
- elektřina, což vám umožní ohýbat kovové trubky různých průřezů a tloušťky stěn v libovolném úhlu.
V závislosti na typu zpracovávaných trubek jsou takové stroje buď univerzální, nebo určené pro ohýbání profilových výrobků čtvercových, obdélníkových a jiných tvarů průřezu.
V závislosti na použité technologii ohýbání mohou být ohýbačky trubek vybaveny trny, válcovacími válečky a indukčním ohřevem.
V závislosti na typu řízení může být provozní režim stroje zvolen přímo operátorem nebo automatizovaným počítačovým programem (CNC), který načte všechna zadaná data týkající se poloměru ohybu, tloušťky stěny a dalších parametrů.
Ohýbačka trubek z kuše
Ruční zařízení je určeno pro ohýbání trubek s malou tloušťkou stěny. Vhodné pro vytváření zakřivených prvků z nerezové oceli, titanových slitin, mosazných, měděných nebo hliníkových trubkových přířezů. Velmi oblíbené jsou ruční ohýbačky trubek vybavené šroubovacím zařízením. Taková zařízení mohou být přenosná nebo stacionární. Hlavní nevýhodou kuše je její nízká produktivita, protože vyžaduje značnou fyzickou námahu od operátora.
Hydraulická ohýbačka trubek
Toto zařízení se používá k ohýbání trubkových výrobků o průměru větším než 7,5 mm. Může být také stacionární nebo mobilní. Princip činnosti hydraulické ohýbačky trubek je podobný provozu zvedáku používaného motoristy. Tento stroj vytváří hladší ohýbání kovového obrobku ve srovnání s ručním zařízením.
Elektromechanická ohýbačka trubek
Tento stroj umožňuje nejpřesněji udržovat poloměr ohybu profilové trubky. Taková zařízení vyžadují napájení, takže jsou nejčastěji stacionární. Mobilní stroje jsou schopné ohýbat obrobky s tenkými stěnami nebo trubky z neželezných kovů.
Použití zařízení na ohýbání trubek jakéhokoli typu nezaručuje úplné zachování svaru. Kvalita ohybu bude nejlepší pouze při práci s bezešvými výrobky, trubkami z měkkých kovů nebo při použití technologie indukčního ohřevu obrobku v místě ohybu.
Jak ohýbat trubku vlastníma rukama bez řezání
Pokud není možné použít ohýbačku trubek, existují způsoby, jak ohýbat profilový produkt sami:
- použití písku;
- voda;
- pružiny.
Pomocí písku ohýbejte profilovou trubku
Tato operace bude vyžadovat klíny nebo jiné zátky vhodné pro velikost průřezu polotovaru trubky a čistý, prosátý písek. A také místo, kde lze jeden konec trubky pevně zafixovat. Například dva sloupky zakopané vedle sebe s malou mezerou, aby se mezi ně vešel obrobek, nebo velké stromy rostoucí poblíž. Do jednoho konce trubky je těsně zasunut klín nebo zátka, nalije se písek a druhý konec se uzavře. Dále je trubka umístěna mezi dvě pevné, pevné podpěry a je ohýbána postupně, bez náhlé síly.
Pro usnadnění procesu ohýbání lze obrobek v místě deformace zahřát pomocí hořáku nebo plynového hořáku svařovacího stroje. Velikost vyhřívané části by se měla rovnat šestinásobku průměru kulaté trubky nebo velikosti větší strany části, pokud se ohýbá profilová trubka. Nevyplatí se obrobek několikrát zahřívat, protože časté zahřívání kovu s následným ochlazením snižuje jeho odolnost.
Voda na ohýbání profilových trubek
Je možné ohýbat trubku libovolného tvaru průřezu pomocí vody, pokud je obrobek vyroben z měkkého kovu. Je nutné nalít vodu do obrobku, uzavřít konce zátkami a nechat je nějakou dobu při teplotách pod nulou, aby se voda uvnitř trubky změnila na led. V tomto případě bude pevný led fungovat jako trn nebo písek.
Ocelová pružina jako trn
Tenkostěnnou kovovou trubku můžete ohýbat bez zahřívání pomocí ocelového drátu, který je nutné vytvarovat do spirály. Použitý drát je Ø 2mm. Taková pružina je vložena do obrobku, jehož jeden konec je upnut ve svěráku. Ocelová pružina by měla snadno a zároveň pevně zapadnout do trubky a pro snazší vytažení po dokončení procesu ohýbání je na poslední otáčku připevněn drát.
Ohýbání profilové trubky pomocí úhlové brusky
Než začnete ohýbat polotovar profilu, musíte si bruskou označit, kde plánujete řezat. Řezy se provádějí z vnitřní strany trubky do hloubky 2/3 výšky profilu ve stejných intervalech v závislosti na poloměru ohybu.
Trubka s řezy se opatrně ohýbá, dokud nejsou okraje řezů spojeny. Poté jsou spojené řezy upevněny pomocí svařování elektrickým obloukem. Spoje se čistí a brousí pomocí stejné brusky.
Jaké nástroje jsou potřebné k ohýbání profilové trubky?
Pokud nemáte stroj na ohýbání trubek, můžete použít domácí zařízení, jako jsou:
- Šablona s pákou.
- Vodorovná deska s otvory a železnými zarážkami.
- Svěrák, ke kterému jsou připevněny tři válečky.
Domácí zařízení jsou vyrobena ze dřeva nebo kovu, v závislosti na vlastnostech kovu, ze kterého je vyroben polotovar trubky.
Jaká jsou rizika nesprávného ohybu profilové trubky?
Proces ohýbání kovové trubky je doprovázen působením tahových i tlakových sil na kovový výrobek. Trubka je v ohybu natažena z vnějšku, zatímco vnitřek ohýbané části je vystaven tlakovému zatížení. To vede k tomu, že pevnost trubky na vnější straně se může výrazně snížit a dokonce prasknout. Na vnitřní straně se získají vyčnívající „záhyby“.
Ne všechny válcované trubkové výrobky lze ohýbat, aniž by ztratily své vlastnosti a celistvost. Doporučuje se, aby se trubky s tloušťkou stěny ne větší než 2 mm neohýbaly, aby se zabránilo zlomení v místě deformace.
Také profilové trubky nevyžadují ohřev, pokud výška strany sekce není větší než 1 cm Je lepší ohýbat takové trubky pomocí brusky a svařování.
Aby se zabránilo záhybům na vnitřní straně při ohýbání trubkového polotovaru v místě ohybu, musí být délka úseku, kde dochází k deformaci, alespoň čtyřnásobkem šířky nebo průměru průřezu.
Při výpočtu poloměru ohybu je třeba vzít v úvahu, že kov po vystavení ohybovým silám má vždy tendenci obnovit svůj tvar. Proto by měl být úhel ohybu o několik stupňů větší, než je požadováno v konečné verzi.