Technologie výroby pórobetonu | KEDA
1. Suroviny
Pro výrobu autoklávovaného pórobetonu se používají různé suroviny: pojiva (obvykle cement a vápno); křemičité složky (nejčastěji křemenný písek, struska, popílek, keramický odpad, stavební odpad); plynotvorné činidlo (často používá hliníkový prášek). Pórobeton je vynikající alternativou k tradičním šamotovým cihlám. Oproti cihle má mnoho výhod, mezi které patří dobré tepelně izolační a tepelně-izolační vlastnosti, nízká hmotnost, vysoká požární odolnost, snadné zpracování, šetrnost k životnímu prostředí atd.
1) Písek: Písek je hlavní složkou pórobetonu. Požadavek: písek musí být čistý (bez nečistot kůry stromů, kořenů trávy atd.), s obsahem uhličitanu vápenatého (korál, lastura atd.) nižší než 10 %
2) Popílek: Popílek je hlavním zdrojem hliníku a křemíku v pórobetonu. Alternativa k písku.
3) Cement: Cement je hlavním pojivem při výrobě pórobetonu.
4) Limetka: Ze složek CaO a SiO2, Al2O3, pojiv a křemičitých složek se za hydrotermálních podmínek uvolňují nové minerály – vápenaté hydrosilikáty, které předurčují vysokou mechanickou pevnost pórobetonu.
5) Sádra: Sádra se používá jako regulační činidlo v procesu bobtnání a hraje především roli zpomalovače hašení nehašeného vápna a zhutňovače směsi.
6) Nadouvadlo: Jako nadouvadlo se obvykle používá hliníkový prášek. Pomocí nadouvadla dochází k reakci vápna a hliníku, ze které se uvolňuje plynný vodík, který stimuluje bobtnání směsi. Po dokončení procesu bobtnání se směs zhutní. Dochází tak k vytvoření porézní struktury směsi, která umožňuje, aby se pórobeton vyznačoval dobrou tepelnou izolací, zachováním tepla, zvukovou izolací a také nízkou hmotností.





2. Technické vlastnosti ve výrobě
Doba míchání: 6-7 minut
Teplota lité směsi: 40-45℃
Doba držení pole 2.5-3.0 h
Okolní teplota během udržování: 45~55℃
Pevnost pole po vytvrzení je 0.15–0.18 MPa
Ošetření v autoklávu
Čas v autoklávu: 0.5 hodiny
Doba vakua: 0.5h (0~-0.06mPa)
Zvýšení tlaku: 1.5h (-0.06–1.3MPa)
Trvalý tlak: 8h (1.3mPa)
Pokles tlaku: 1.5 h (1.3–0 mPa)
Celkový čas: 12h
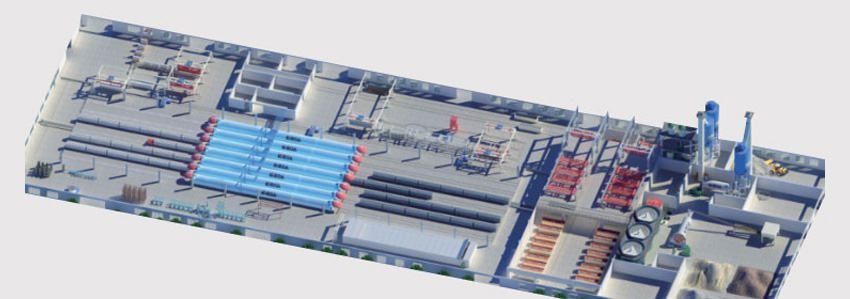
3. Technologie výroby
1) Ocelová výztuž v rolích se dopravuje do závodu. Po vyrovnání a rozřezání se výztuž zavaří do požadované bubnové sítě. Odstraňte stopy rzi a uschovejte pro následné vysušení pletiva a uskladnění ve skladu.
2) Písková kaše, pojiva a cement se dávkují podle stanovené receptury a poté se jeden po druhém odesílají k promíchání ve speciální míchačce. Do procesu míchání se přidává určité množství páry, což umožňuje, aby směs dosáhla teploty 40-45 stupňů Celsia. Po 3-4 minutách otevřete spodní ventil mísiče hliníkového prášku, který umožní proudění do plnicího mísiče. Míchání proběhne za 40 sekund. Výsledná hmota se nalije do formy. Celý cyklus trvá asi 6-8 minut.
3) Po ukončení procesu nalévání hmoty do forem se tyto přesunou do zracích komor, kde probíhá proces tvorby páry. Teplota dozrávací komory je cca 40-45 stupňů Celsia. Po zrání 180-240 minut se pevnost masivu zvýší na požadovanou úroveň a je vyjmut ze zrací komory.
Při výrobě pórobetonových desek se formy po nalití přesunou do zóny výztuže. Zařízení vloží výztuž do formy a poté ji přesune do zrací komory, aby se vytvořily bubliny. Teplota dozrávací komory je cca 40-45 stupňů Celsia. Po stárnutí po dobu 180-240 minut se pevnost masivu zvýší na požadovanou úroveň a je vyjmut ze zrací komory a odeslán k extrakci výztuže.
4) Poté, co obrobky dosáhnou požadované tvrdosti, přesune se do zóny řezání. Otočné zařízení vyjme polotovary z formy a otočí sestavu o 90 stupňů a poté ji spustí na vozík. Pórobetonová hmota se nařeže ze šesti stran v podélném a příčném směru na požadované rozměry (D±3mm*Š±1mm*V±1mm).
5) Otočné zařízení otočí pole o 90 stupňů, odstraní nečistoty na straně základny a otočí jej do původní polohy. Pomocí vozíku je pole přepraveno do autoklávu a udržováno při vysoké teplotě (200 stupňů Celsia) a vysokém tlaku (1,3 MPa) po dobu přibližně 12 hodin. Výfukové plyny získané z autoklávu jsou převáděny do zracích komor pro následné použití.
6) Po dokončení cyklu zpracování v autoklávu jsou produkty přiváděny do dělicí sekce. Formy jsou umístěny v oblasti montáže forem pro následné čištění a opětovné použití.
7) Odpadní vody a odpady z výrobního procesu jsou shromažďovány pomocí speciálních míchaček pro následnou výrobu odpadní buničiny. Kal lze znovu použít společně se surovinami.