Pájení nerezové oceli doma: pájky, tavidla, video
Pájení nerezové oceli je poměrně pracný postup, ale nezpůsobí žádné zvláštní problémy, pokud znáte všechny vlastnosti jeho implementace. S podstatně menší pracností je možné pájet slitiny nerezové oceli, které neobsahují více než 25 % chrómu a niklu. Navíc pájení nerezové oceli s takovým chemickým složením umožňuje získat spolehlivé spojení výrobků z různých kovů, s výjimkou slitin s hořčíkem a hliníkem.

Pájený opravený rám jízdního kola
Pájení nerezové oceli, která obsahuje značné množství niklu, může být obtížné. To je způsobeno skutečností, že v takových slitinách se při zahřátí na teplotu 500–700 ° objevují karbidové sloučeniny. Intenzita vytváření takových spojení závisí na době trvání ohřevu, takže pájení by mělo být provedeno co nejrychleji.
Aby se minimalizovalo riziko tvorby karbidových sloučenin ve struktuře nerezové oceli během pájení, do slitiny se přidává titan a po vytvoření spoje je výrobek podroben tepelnému zpracování. Při pájení za studena opracovaných nerezových ocelí, jejichž povrch může vlivem zahřáté pájky popraskat, byste měli být velmi opatrní. Aby se předešlo takovým následkům, je nutné během procesu pájení eliminovat zatížení spojovaných částí. Kromě toho je možné spojované výrobky předem žíhat.

K žíhání použijte plynový hořák.
Výběr pájky, kterou se má pájet nerezová ocel, je ovlivněn jak chemickým složením slitiny, tak podmínkami procesu. Pokud se tedy tento proces provádí při vysoké okolní vlhkosti, měly by být použity slitiny stříbra, které obsahují malé množství niklu. Pájení v peci, stejně jako v relativně suché atmosféře, se provádí pomocí chromniklových a stříbrno-manganových pájek.
Nejběžnějším typem tavidla používaného při pájení nerezové oceli je borax, nanášený na budoucí spoj ve formě pasty nebo prášku. Tavení boraxu na povrchu spojovaných dílů přispívá k rovnoměrnému a nejpřesnějšímu ohřevu oblasti budoucího švu na požadovanou teplotu – 850°. Teprve po dosažení požadované teploty ohřevu, kterou lze zjistit změnou barvy budoucího spoje na světle červenou, se do spoje mezi díly zavede pájka.

Tavidlo se nanáší v rovnoměrné vrstvě na celý povrch, který je nutné nejprve očistit.
Po dokončení pájení jsou ve spoji zbytky tavidla, které se odstraní omytím vodou nebo pískováním. K provedení tohoto postupu nelze použít kyseliny dusičné nebo chlorovodíkové, které sice účinně čistí tavidlo zbývající na povrchu dílů, ale mají negativní vliv jak na základní kov, tak na použitou pájku.
Jak provádět pájení doma
S problémy, jako je spojování dílů z nerezové oceli pomocí pájení a pájení nerezové oceli s mědí, se doma často setkáváme. Výrobky vyrobené z nerezové oceli se již mnoho let aktivně používají v každodenním životě, takže když se z nějakého důvodu stanou nepoužitelnými, každý domácí řemeslník má přirozenou touhu je opravit sám. Ihned je třeba říci, že pájení dílů z nerezové oceli není tak obtížné; hlavní věcí je přísně dodržovat technologii a zásobit se vhodnými nástroji a spotřebním materiálem.

Osvojte si techniku pájení na jednoduchých spojích a poté zkuste pracovat s kritičtějšími součástmi
Než začnete pájet nerez, je velmi vhodné nejen prostudovat teoretický materiál k této problematice, ale také se blíže seznámit s pravidly pro jeho provádění pomocí školicích videí.
K pájení výrobků z nerezové oceli budete potřebovat následující nástroje a spotřební materiál:
- páječka poháněná elektřinou o výkonu nejméně 100 W;
- speciální pájecí kyselina, která bude použita jako tavidlo;
- pilník nebo brusný papír;
- pájka, speciálně určená pro spojování ocelových dílů, na bázi cínu a olova;
- kabel vyrobený z oceli;
- kovová trubka.

Pájecí materiály a nástroje
Při výběru páječky pro práci s nerezovou ocelí byste se měli rozhodnout pro nástroj s výkonem 100 W. Používat k provedení takové práce výkonnější zařízení prostě není praktické.
Proces pájení dílů z nerezové oceli se provádí podle následujícího algoritmu.
- Nejprve je nutné důkladně vyčistit oblast budoucího spoje, na kterou se používá brusný papír nebo pilník.
- Po přípravě povrchů spojovaných dílů je nutné na ně nanést tavidlo, které, jak bylo uvedeno výše, používá pájecí kyselinu. Hlavním úkolem tavidla je zajistit kvalitní pocínování spojovaných dílů.
- Po úpravě povrchů spojovaných dílů tavidlem je nutné je pocínovat, což spočívá v nanesení tenké vrstvy pájky skládající se z cínu a olova. Pokud se cínování napoprvé nezdařilo, je nutné tento postup opakovat s předehřátím spojovaných dílů.
- Dokonce i po zahřátí výrobků a jejich opětovném zpracování tavidlem nemusí být pocínování úspěšné – pájka se jednoduše odvalí z povrchu dílů, než aby na nich ležela jako tenký film. V tomto případě je třeba použít kartáč s kovovými dráty, který lze snadno vyrobit z trubky a ocelového lanka. Před použitím takového kartáče je také nutné nanést na povrch dílů tavidlo (pájecí kyselinu) a teprve poté, zahřátím budoucího spoje páječkou, vyčistit jej kovovým kartáčem. Tato jednoduchá technika umožňuje efektivně vyčistit povrch nerezové oceli od oxidového filmu, který je zpravidla hlavní překážkou kvalitního cínování.
- Jakmile je na spojované výrobky nanesena tenká vrstva cínu, můžete je začít pájet. Tento postup se provádí pomocí páječky a pájky, kterou se vyplní spára mezi díly.
Typy pájky
Výrobky z nerezové oceli lze pájet jak měkkými pájkami vyrobenými na bázi cínu a olova, tak tvrdými druhy přídavného materiálu, který obsahuje více žáruvzdorných kovů.
Měkká pájka, vzhledem k tomu, že je založena na cínu, je nízkotavitelný materiál vyznačující se vysokou tažností a tekutostí v roztaveném stavu. Při pájení výrobků z nerezové oceli je zvláště důležité, aby měla dobrou dezoxidační schopnost.

Vlastnosti měkkých pájek
Spolehlivějších spojů jak ve výrobě, tak doma lze dosáhnout pájením pomocí tvrdých pájek. Kovy, ze kterých jsou vyrobeny, se taví při vyšší teplotě než cín, což umožňuje získat s jejich pomocí spolehlivé a odolné spoje. Velmi často se materiály tohoto typu vyrábějí na bázi technického stříbra, které může ve svém složení obsahovat až 30 %.
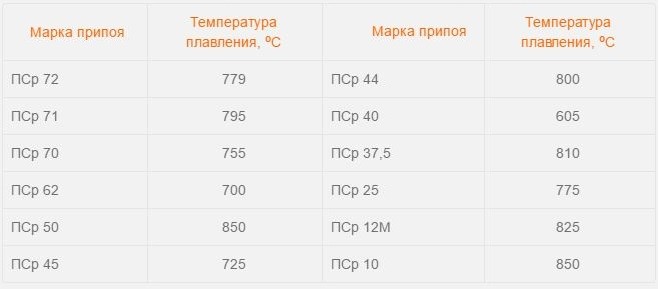
Hlavní značky stříbrných pájek
Jedním z oblíbených typů tvrdé pájky je materiál HTS-528, který se úspěšně používá pro pájení nejen nerezové oceli, ale také mědi, mosazi, bronzu, niklu a dalších kovů. Výhodně se vyrábí ve formě tyče, jejíž povrch je již pokryt vrstvou tavidla. Při práci s takovou pájkou ve výrobním prostředí nebo doma byste měli mít na paměti, že její bod tání je 760°.

Pájka HTS-528 je tyč potažená červeným tavidlem. Kromě nerezu je vhodný na litinu a barevné kovy
Příprava tavidla
Při pájení nerezové oceli byste měli být velmi opatrní při výběru hotového tavidla nebo receptu na jeho vlastní výrobu. Klasické složení tavidla, které lze připravit doma, obsahuje následující složky:
- borax (70 %);
- kyselina boritá (20 %);
- fluorid vápenatý (10%).
Pro pájení malých výrobků můžete připravit tavidlo, které bude sestávat pouze z boraxu a kyseliny borité smíchané ve stejných poměrech. Po smíchání složek tavidla v suché formě musí být zředěn vodou a ošetřen výsledným roztokem v místě budoucího připojení.
Užitečné tipy
Chcete-li účinně provádět pájení nerezové oceli, měli byste využít doporučení zkušených odborníků.
- Výkon páječky, která musí účinně zahřívat spojovaný kov, se pohybuje v rozmezí 60–100 W, ale je lepší se rozhodnout pro XNUMXwattové zařízení. K pájení velkých dílů, jako jsou trubky z nerezové oceli, budete potřebovat spíše plynový hořák než elektrickou páječku.
- Při výběru elektrické páječky je lepší se rozhodnout pro modely vybavené hroty, které nehoří.
- Nejúspornějším a nejuniverzálnějším typem pájky, která umožňuje získat vysoce kvalitní spoje pro výrobky z nerezové oceli, jsou cíno-olověné tyče. Pokud pájete nádobí, které přijde do styku s potravinami nebo tekutinami, je lepší použít jako pájku čistý cín, který neobsahuje škodlivé nečistoty.
- Místnost, ve které se provádějí pájecí práce, musí být dobře větraná.
- Při pájení používejte osobní ochranné prostředky, abyste nepoškodili své zdraví.
Co byste ještě měli vědět o pájení nerezové oceli
V případech, kdy jsou na pájené spoje výrobků z nerezové oceli kladeny zvláštní požadavky, lze použít speciální třídy pájek, které zahrnují materiály na bázi niklu a fosforu, ale i niklu, chrómu a manganu. Pájky druhé skupiny se používají zejména v případech, kdy se pájení provádí v prostředí ochranného plynu tvořeného směsí argonu a fluoridu boritého. Při provádění pájení touto technologií lze jako pájku použít čistou měď, která dobře smáčí kov a tvoří spolehlivé spojení.

Při použití měděné pájky se bude pájecí plocha lišit od nerezové oceli charakteristickou žlutou barvou
Pájky na bázi niklu umožňují získat spoje s vysokou pevností. Takové materiály však mají také nevýhody, mezi které patří nízká tažnost. Proto se takový výplňový materiál nepoužívá pro spojování konstrukčních prvků z nerezové oceli, které budou během provozu vystaveny rázům a vibracím. Kromě toho je pájený šev vyrobený z takového materiálu velmi kritický pro nízké teploty. Pájení niklovými skupinovými pájkami, které tají při teplotách přesahujících 1000°, lze provádět v suchém vodíku, argonu a vakuu.
Pájení výrobků z nerezové oceli (velké trubky provozované pod tlakem, nádobí, nábytek nebo interiérové předměty) má tedy své vlastní nuance, které je třeba vzít v úvahu při výběru jak režimů pájení, tak spotřebního materiálu. Existuje mnoho referenčních knih, podle kterých můžete optimálně vybrat všechny potřebné materiály a získat vysoce kvalitní, spolehlivé a krásné pájené spojení.
Nerezová ocel je snad nejběžnějším druhem kovu, se kterým se v běžném životě potýkáte. Vyrábí se z něj umyvadla, vany, trubky, různé nádoby, nádobí atd. Z tohoto druhu oceli jsou také vyrobeny části mnoha mechanismů a části karoserie automobilů. Proto je svařování nerezové oceli doma vždy relevantní. V tomto článku se podíváme na problémy a příležitosti takové práce.

Co znesnadňuje svařování nerezové oceli?
- Tento typ oceli má nízký součinitel tepelné vodivosti, což zvyšuje riziko přehřátí svarové lázně a propálení kovu.
- Porušení podmínek svařování a přehřátí spouští proces mezikrystalové koroze, což vede k rychlé destrukci spoje.
- Vzhledem k vysokému koeficientu roztažnosti se při zahřívání nerezové oceli mohou objevit praskliny nebo se může výrobek zdeformovat.
- Zvýšený elektrický odpor nerezové oceli vyžaduje rychlé a intenzivní zahřívání elektrod, což způsobuje jejich rychlejší vyhoření.
Jak snížit rizika

- Veškeré práce by měly být prováděny při sníženém proudu (asi o 20 % nižším než u běžné oceli).
- Dodržujte režim svařování, vyvarujte se přehřátí kovu (až do 500 °C).
- Při víceprůchodovém svařování je nutné nechat předchozí vrstvu vychladnout.
- Pečlivě vybírejte elektrody a výplňový materiál (podle velikosti a složení).
- S ohledem na tepelnou roztažnost při spojování dílů před svařováním ponechte mezeru, jejíž šířka bude záviset na tloušťce kovu (ale ne více než 2 mm).
- Použijte měděnou podložku k rozptýlení přebytečného tepla v oblasti svařování.
- Díly na svařování dobře připravte.
Svařovací příprava
Povrch svařovaných dílů je nutné důkladně mechanicky očistit a odmastit. Hrany silnější než 4 mm musí být zbroušeny pod úhlem 45°, aby se vytvořil spoj ve tvaru V. Aby se součásti během provozu nehýbaly, je třeba na několika místech lehce uchopit spojovací vedení. Předehřev součástí na 150 °C snižuje teplotní rozdíl v kovu.
Zařízení a materiály
Pro práci s nerezavějící ocelí je zapotřebí zařízení invertorového typu. Může se jednat o invertor pro obloukové svařování obalenou elektrodou (MMA), ruční argonové svařování (TIG), poloautomatické MIG/MAG nebo univerzální zařízení pro všechny režimy. Hlavní věc je, že invertorový přístroj je schopen poskytnout stabilní oblouk při poklesu proudu.
Pro svařování argonovým obloukem a poloautomatické svařování budete kromě invertoru potřebovat plynové vybavení: hořák, hadice, plynovou láhev (argon, oxid uhličitý) a reduktor.
Wolframové elektrody a přídavná tyč se používají jako přídavný materiál pro svařování TIG pro poloautomatické MIG/MAG – cívka přídavného drátu.
Pro ruční svařování nerezové oceli metodou MMA je důležité používat speciální třídy tyčových elektrod pro vysoce legované oceli. Při výběru se bere v úvahu složení svařovaného kovu a parametry svařování. Na obalech elektrod jsou zpravidla uvedeny všechny potřebné vlastnosti: účel, typ a tloušťka povlaku, průměr, polarita atd. GOST 10052-75 vám pomůže vybrat správnou značku.
Povaha svařovacího procesu a jeho výsledky budou záviset na zvolené technologii. Pojďme se na ně podívat podrobněji.

Ruční obloukové svařování obalenou elektrodou (MMA)
Nejjednodušší a nejdostupnější technologie. Svar vzniká roztavením kovu hran a elektrody, ideálně by tedy měly složením odpovídat. Během spalování uvolňuje povlak elektrody látky nezbytné k ochraně svarové lázně před oxidací.
Svařování obalenou elektrodou je doprovázeno tavným rozstřikem a hojnou tvorbou strusky. Elektroda musí být vedena podél linie kloubu bez oscilačních pohybů po šířce. V takových podmínkách svářeči pomáhají doplňkové funkce invertoru, jako je síla oblouku. Šev po svařování MMA obsahuje velké množství strusky a okují. Musí být důkladně vyčištěn a ošetřen, aby se zabránilo korozi. Výhodou metody je možnost provádět práci na těžko dostupných místech a v jakékoli poloze. Touto metodou se však nedoporučuje vařit tenké (méně než 3 mm) a kritické struktury.

RESANTA SAI-220
- Výkon, W 6600
- Rozsah regulace svařovacího proudu, A 10 – 220
- Hmotnost, kg 4.4

RESANTA SAI-250
- Výkon, W 7700
- Rozsah regulace svařovacího proudu, A 10 – 250
- Hmotnost, kg 6.5
Ruční svařování nerezové oceli v argonu (TIG)
Pracuje v režimu DC/AC. Oblouk hoří mezi kovem a nekonzumovatelnou wolframovou elektrodou. Šev je vytvořen jemným natavením okrajů dílů a výplňové tyče, která se podává ručně. Složení tyče musí odpovídat složení svařovaného materiálu.
Ochrana svarové lázně argonem vycházejícím z hořáku zabraňuje tvorbě jisker a strusky. Plyn se uvolní před zapálením oblouku a uzavře se 15–20 sekund po zhasnutí. To ochrání šev před oxidací a elektrodu před předčasným zničením. Tato technologie je nepostradatelná pro svařování tenkých konstrukcí, kde je důležitá precizní přesnost svaru, vysoká spolehlivost a těsnost.

RESANTA SAI-230AD
- Výkon, W 6900
- Rozsah regulace svařovacího proudu, A 10 – 230
- Hmotnost, kg 10.8

Resanta SAI-200AD
- Účinnost 80 %
- Rozsah regulace svařovacího proudu, A 15 – 200
- Hmotnost, kg 10.8
Poloautomatické svařování nerezové oceli (MIG/MAG)
Provádí se pomocí plnicí drátové elektrody, která je automaticky přiváděna z hořáku za doprovodu plynu. Oxid uhličitý se často používá jako ochrana, ale pro kritické struktury je zapotřebí argon nebo směs 70 % argonu a 30 % oxidu uhličitého. Materiál drátu je nerezová ocel, jeho průměr se volí podle tloušťky svařovaných dílů.

Poloautomatické stroje umožňují svařování v různých technologických režimech. Například tlusté díly jsou svařovány metodou tryskového přenosu, zatímco tenké díly jsou svařovány krátkým obloukem. Univerzální jsou v tomto ohledu přístroje s možností pulzního svařování. V režimu pulzního proudu dochází k rovnoměrnému přenosu kapek kovu do svaru bez přímého kontaktu přísady se svarovou lázní. Tato metoda umožňuje zabránit přehřátí při jakékoli tloušťce produktu.
Obecně platí, že poloautomatické svařovací stroje mají maximální produktivitu. Ochrana proti plynům eliminuje rozstřik a strusku z tání a snižuje riziko koroze.

RESANTA SAIPA-165
- Výkon, W 6600
- Rozsah regulace svařovacího proudu, A 10 – 160
- Hmotnost, kg 9.9

RESANTA SAIPA-220
- Výkon, W 9200
- Rozsah regulace svařovacího proudu, A 15 – 220
- Hmotnost, kg 12.6
Jak vařit tenkou nerezovou ocel
Nejlepší způsob, jak spojit tenké výrobky z nerezové oceli, je ruční svařování argonem. Pokud však existuje velké množství práce zahrnující dlouhá připojení, bude optimální poloautomatický stroj. Metodou MMA lze svařovat i díly o tloušťce větší než 2 mm. V každém případě je důležité dodržovat řadu pravidel:
- nevyvrtávejte hrany o tloušťce menší než 3 mm;
- provést předběžné spojení dílů na několika místech podél linie spoje;
- umístěte měděnou desku pod místo svařování, abyste odstranili přebytečné teplo;
- průměr elektrody a přísad musí odpovídat tloušťce produktu;
- elektroda se musí pohybovat rychle, aby nedošlo k roztavení kovu;
- neprovádějte oscilační pohyby.
Zpracování svarových švů
Oblast svařování je slabá oblast s rizikem koroze a mechanického selhání. Ošetření švů pomůže posílit „imunitu“ svařované konstrukce. V závislosti na použité metodě svařování a požadovaném výsledku může zahrnovat operace jako:
- Mechanické broušení – odstraní se vrchní vrstva oxidu, odstraní se nerovnosti a barevná nehomogenita. Můžete použít brusku s brusným kotoučem, brusku atp.
- Leštění – povrch se stává hladkým a pevným, méně náchylným na vnější faktory. Doma použijte vulkanitový kotouč, leštící pastu a plsť.
- Leptání – odstranění oxidových a barevných skvrn pomocí kyselin (sírová nebo chlorovodíková) a louhů (tavenina louhu). Existují i speciální gely, pasty a spreje.
Závěr
Svařování nerezové oceli není pro amatérského svářeče nejjednodušší. Bude to vyžadovat trpělivost, rozvoj dovedností a analýzu chyb. Musíte mít zájem a touhu samostatně řešit problémy s opravami kovů v domácnosti.
Hlavní věc je vybrat zařízení, které vám umožní nejen naučit se svařování, ale také zlepšit vaše dovednosti.